#heat treatment
Text

A type of plastic that can be shape-shifted using tempering
A team of molecular engineers have developed a type of plastic that can be shape-shifted using tempering. In their paper published in the journal Science the team, from the University of Chicago, with a colleagues from the US DEVCOM Army Research Laboratory, Aberdeen Proving Ground, the National Institutes of Standards and Technology and the NASA Glenn Research Center, describe how they made their plastic and how well it was able to shape shift when they applied various types of tempering.
Haley McAllister and Julia Kalow, with Northwestern University, have published a Perspective piece in the same issue of Science outlining the work.
Over the past several years, it has become evident that the use of plastics in products is harmful to not only the environment but also human health—bits of plastic have been found in the soil, the atmosphere, the oceans, and the human body.
Read more.
8 notes
·
View notes
Text
How to recognise real citrine and heat-treated amethys
Color: Real citrine typically has a pale to golden yellow hue, ranging from a light straw color to a deep golden shade. In contrast, heat-treated amethyst that is being sold as citrine often exhibits an orangey or reddish tint. Natural citrine is rarely dark orange or reddish brown.
Transparency: Genuine citrine is usually transparent to translucent, allowing light to pass through with clarity. Heat-treated amethyst may have cloudy or patchy areas due to uneven heating during the treatment process.

Natural Inclusions: When examining citrine, look for natural inclusions such as mineral traces or color zoning, which are indicative of its natural formation. In heat-treated amethyst, these inclusions may be less common or may have been altered by the heat treatment.
Growth Structure: Citrine and amethyst belong to the quartz family, and their crystal structures are similar. However, natural citrine crystals may exhibit growth patterns and formations that differ from those found in heat-treated amethyst. Examining the crystal structure under magnification can provide insights into their authenticity.
Why is citrine so powerful?
Is Amethyst good for Taurus?
3 notes
·
View notes
Video
youtube
Producing a quality band saw requires quality steel
#youtube#sawmill#saws#saw 2004#saw series#sawsource#steel for band saw#bandsaw#band saw#saw blade#mental heath support#heat treatment#hardening#hardened and tempered#cutting#metal cutting#food cutting#Frozen meat cutting#meat cutting#circle saw#пила для мяса#пила по дереву#Woodwoeking saw#Деревообрабатывающая пила#hand sawmarble row saw#ручная пила пила по мрамору#алмазная пила#diamond sawblade#Биметаллическая ленточная пила#Bimetal band saw
2 notes
·
View notes
Text
Heat treatment
Imagine turning a soft, flexible piece of metal into a solid blade, ready to pierce and slice. This is not magic, but the art of heat treatment is a process that harnesses the power of fire to unlock the hidden potential of a material. Through carefully controlled cycles of heating and cooling, metals are transformed to the microscopic level, gaining strength, hardness, ductility, or even electrical conductivity.
Read more:
#materials science#science#materials#engineering#materials science and engineering#metals#alloys#mechanical properties#mechanical properties of materials#heat treatment
2 notes
·
View notes
Photo


(via Blacksmith Premium T-Shirt by djomla88)
#findyourthing#redbubble#blacksmithing#bladesmithing#anvil#roots#hammer#tongs#metalwork#metalsmith#iron#steel#carbon steel#tempering#heat treatment#quenching#annealing
8 notes
·
View notes
Note
the name for ironwood/weiss/yang should obviously be a combination of their last names. ironschlong or maybe schlongwood.
wheeze
a great name for a great ot3 ✨
#rwby#james ironwood#weiss schnee#yang xiao long#ironweiss#ironyang#freezerburn#heat treatment#ais.txt#answered#q
14 notes
·
View notes
Text
#heat treatment#cayman islands#pest control#caymanpestcontrol#caymanbugandpestcontrol#pest removal services
0 notes
Text
Heat Treatment makes Knives

Dull knives got you down? We unveil the science behind razor-sharp blades! Discover how heat treatment creates the perfect edge for your chef's knife or hunting knife. Get ready to slice and dice with confidence!
0 notes
Text
metal heat treatment in india
Heat treatment is a manufacturing process in which a material,generally a metal or alloy, Ananad metal heat treatment is altered by heating and cooling cycles under complex thermal boundary conditions and wide temperature ranges
#heat treatment#heat treatment in ahmedabad#solution annealing in india#spring steel heat treatment in india
0 notes
Text
Exploring the Mesh Belt Furnace: Applications, Advantages, and Innovations
In the realm of industrial thermal processing, the mesh belt furnace stands out as a versatile and efficient tool for heat treatment, sintering, brazing, and drying applications across various industries. With its unique conveyor belt design, precise temperature control, and adaptability to continuous production, the mesh belt furnace has become a cornerstone in manufacturing processes worldwide. Let's delve into the workings of the mesh belt furnace, its applications, advantages, and recent innovations driving its evolution.
Understanding the Mesh Belt Furnace:
The mesh belt furnace, also known as a conveyor belt furnace, is a type of continuous heat-treating equipment designed for thermal processing of bulk materials or components. It consists of a conveyor belt made of stainless steel mesh or wire mesh, which transports the workpieces through the heating chamber. The furnace typically comprises multiple heating zones with individual temperature controls, allowing for precise thermal profiles tailored to the specific process requirements.
Applications Across Industries:
The versatility of mesh belt furnaces makes them indispensable across a wide range of industries, where thermal processing plays a crucial role in manufacturing operations. Some key applications include:
Heat Treatment: Mesh belt furnaces are extensively used for heat treating metal components to improve their mechanical properties, hardness, and durability. Processes such as annealing, quenching, tempering, and carburizing can be carried out efficiently and uniformly in these furnaces.
Sintering: In the powder metallurgy industry, mesh belt furnaces facilitate the sintering of metal powders to form dense, consolidated parts with precise dimensional control. This process is vital for manufacturing components used in automotive, aerospace, and tooling applications.
Brazing and Soldering: Mesh belt furnaces provide a controlled atmosphere for brazing and soldering operations, ensuring strong and reliable joints between metal parts. These furnaces are widely employed in the production of heat exchangers, electrical components, and automotive assemblies.
Drying and Curing: Industries such as ceramics, textiles, and electronics utilize mesh belt furnaces for drying, curing, and bonding of coatings, adhesives, and polymers. The continuous conveyor system enables efficient processing of large volumes of materials with consistent quality.
Advantages of Mesh Belt Furnaces:
The adoption of mesh belt furnaces offers several advantages over batch processing and other types of heat-treating equipment:
Continuous Processing: Mesh belt furnaces enable continuous production, resulting in higher throughput and reduced cycle times compared to batch furnaces. This continuous operation ensures consistent quality and uniformity of heat-treated products.
Precise Temperature Control: The multi-zone heating system allows for precise control over temperature profiles, ensuring that workpieces are subjected to the optimal thermal conditions for the desired process outcome. This level of control enhances product quality and repeatability.
Energy Efficiency: Mesh belt furnaces are designed to minimize heat loss and optimize energy efficiency. Advanced insulation materials and heating elements contribute to reduced energy consumption, lowering operating costs and environmental impact.
Versatility and Flexibility: These furnaces can accommodate a wide range of materials, shapes, and sizes, making them highly versatile for diverse manufacturing applications. The adjustable conveyor speed and temperature settings offer flexibility to tailor the process parameters according to specific requirements.
Innovations Driving Evolution:
Recent innovations in mesh belt furnace technology focus on enhancing performance, reliability, and automation capabilities. Advancements such as advanced control systems with real-time monitoring and predictive maintenance capabilities, improved conveyor designs for enhanced material handling, and novel heating elements for faster ramp-up times and energy savings are driving the evolution of these furnaces.
Conclusion:
The mesh belt furnace has emerged as a cornerstone in industrial thermal processing, offering unparalleled efficiency, precision, and versatility across a myriad of applications. As industries continue to demand higher throughput, quality, and sustainability in manufacturing operations, the evolution of mesh belt furnace technology will play a pivotal role in meeting these requirements. With ongoing innovations and advancements, mesh belt furnaces are poised to remain indispensable assets in the arsenal of modern manufacturing facilities, driving progress and innovation in the years to come.
0 notes
Text
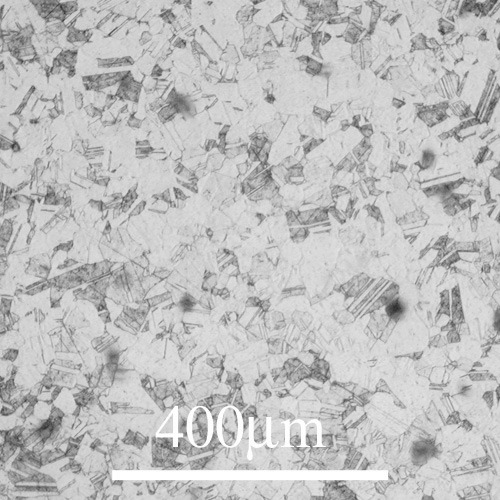
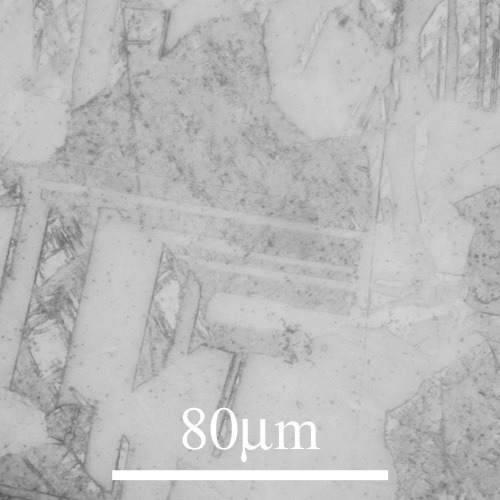
Cu 98, Be 2 (wt%), quenched and aged - annealing twins
Processing
Solution treated, quenched and aged
[...]
Technique
Reflected light microscopy
Length bar
400 μm / 80 µm
Further information
This sample was solution treated, quenched and aged. Recrystallisation occurs during ageing creating annealing twins.
Contributor
Prof T W Clyne
Organisation
Department of Materials Science and Metallurgy, University of Cambridge
Sources: ( 1 ) ( 2 )
#Materials Science#Science#Microstructures#Copper#Beryllium#Heat treatment#Aging#Annealing#Twinning#DoITPoMS#University of Cambridge
6 notes
·
View notes
Text
Chef WK, lead charcuterie specialist in Alberta Canada
Table of contents
1. Control Program Requirements for Fermented Meat Products
2. Facility and Equipment Requirements
3. Starter Culture
4. Chemical Acidification
5. Water Activity Critical Limits
6. Time and Temperature for Fermented Products
7. Fermentation Done at a Constant Temperature
8. Examples of Degree-hours at constant room temperatures
9. Fermentation Done at Different Temperatures
10. Fermentation done at Different temperatures
11. What happens if fermentation fails to hit critical limit?
12. E. coli and Salmonella Control in Fermented Sausages
13. Options for E. coli validation
14. Option1; Heating
15. Option 2; pH, heating, holding, diameter
16. Safety and consistency
Control Program Requirements for Fermented Meat Products
The producer must have a program in place to assess the incoming product. This program should outline specifications for the incoming ingredients. This may include criteria including receiving temperature, farm/ supplier, lot code or packed on date, species/cut etc.
2. Facility and Equipment Requirements
Equipment used in the fermentation process must be included in the operator's prerequisite control programs. These must include the following elements:
Temperature in the fermentation, drying and smoking chambers must be uniform and controlled to prevent any fluctuation that could impact on the safety of the final product.
Fermentation, drying and smoking chambers must be equipped with a shatter resistant indicating thermometer, (or equivalent), with graduations of 1°C or less. If mercury thermometers are used, their mercury columns must be free from separations. All thermometers must be located such that they can be easily read.
Fermentation and smoking chambers must be equipped with a recording thermometer for determining degree-hours calculations in a reliable manner. Recording thermometers are also preferable in drying and aging rooms but, in these rooms, it may be sufficient to read and record the temperatures 2 times a day.
Drying and aging rooms must be equipped with humidity recorders in order to prevent uncontrolled fluctuations of the relative humidity. The only alternative to an automatic humidity recorder in these rooms would be for the company to manually monitor and record ambient humidity twice a day (morning and afternoon) every day with a properly calibrated portable humidity recorder.
For routine monitoring, accurate measurement electronic pH meters (± 0.05 units) should be employed. It is important that the manufacturer's instructions for use, maintenance and calibration of the instrument as well as recommended sample preparation and testing be followed.
When the aw of a product is a critical limit set out in the HACCP plan for a meat product, accurate measurement devices must be employed. It is important that the manufacturer's instructions for use, maintenance and calibration of the instrument be followed.
3. Starter Culture
The operator must use a CFIA approved starter culture. This includes Freeze-dried commercially available culture as well as back-slopping (use of previously successful fermented meat used to inoculate a new batch). When performing back-slopping, the operator must have a control program in place to prevent the transmission of pathogens from when using the inoculum from a previous batch to initiate the fermentation process of a new batch. These must include:
The storage temperature must be maintained at 4°C or less and a pH of 5.3 or less.
Samples for microbiological analysis must be taken to ensure that the process is in line with the specifications.
The frequency of sampling is to be adjusted according to compliance to specifications.
Any batch of inoculum which has a pH greater than 5.3 must be analysed to detect at least Staphylococcus aureus. Only upon satisfactory results will this inoculum be permitted for use in back slopping.
This can be an expensive and a time exhaustive process and is generally avoided due to food safety concerns. AHS does not allow back-slopping.
[Chef WK was in communication with the U of A to get his method, a starter mix, studied.]
4. Chemical Acidification
If product is chemically acidified by addition of citric acid, glucono-delta-lactone or another chemical agent approved for this purpose, controls must be in place and records kept to ensure that a pH of 5.3 or lower is achieved by the end of the fermentation process. These acids are encapsulated in different coatings that melt at specific temperatures, which then release the powdered acids into the meat batter and directly chemically acidulate the protein.
Summer sausage is a very common chemically acidified product. The flavor profile tends to be monotone and lacking depth.
5. Water Activity Critical Limits
The aw may be reduced by adding solutes (salt, sugar) or removing moisture.
Approximate minimum levels of aw (if considered alone) for the growth of:
molds: 0.61 to 0.96
yeasts: 0.62 to 0.90
bacteria: 0.86 to 0.97
Clostridium botulinum: 0.95 to 0.97
Clostridium perfringens: 0.95
Enterobacteriaceae: 0.94 to 0.97
Pseudomonas fluorescens: 0.97
Salmonella: 0.92 - 0.95
Staphylococcus aureus: 0.86
parasites: Trichinella spiralis will survive at an aw of 0.93 but is destroyed at an aw of 0.85 or less.
The above levels are based on the absence of other inhibitory effects such as nitrite, competitive growth, sub-optimum temperatures, etc., which may be present in meat products. In normal conditions, Staphylococcus aureus enterotoxins are not produced below aw 0.86, although in vacuum packed products this is unlikely below aw 0.89.
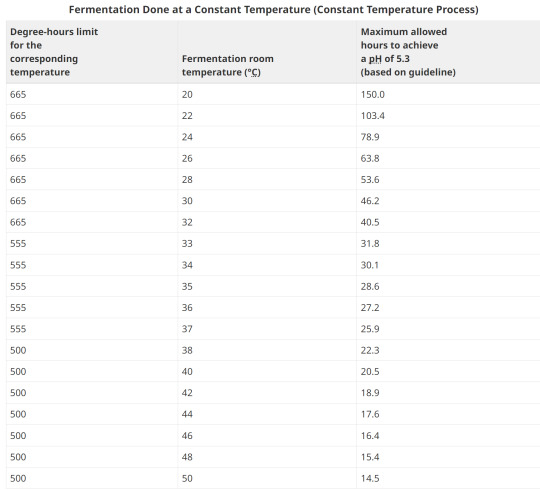
6. Time and Temperature for Fermented Products
Certain strains of the bacteria Staphylococcus aureus are capable of producing a highly heat stable toxin that causes illness in humans. Above a critical temperature of 15.6°C, Staphylococcus aureus multiplication and toxin production can take place. Once a pH of 5.3 is reached, Staphylococcus aureus multiplication and toxin production are stopped.
Degree-hours are the product of time as measured in hours at a particular temperature multiplied by the "degrees" measured in excess of 15.6°C (the critical temperature for growth of Staphylococcus aureus). Degree-hours are calculated for each temperature used in the process. The limitation of the number of degree-hours depends upon the highest temperature in the fermentation process prior to the time that a pH of 5.3 or less is attained.
The operator is encouraged to measure temperatures at the surface of the product. Where this is not possible, the operator should utilize fermentation room temperatures. The degree hour calculations are based on fermentation room temperatures. Temperature and humidity should be uniform throughout the fermentation room.
A process can be judged as acceptable provided the product consistently reaches a pH of 5.3 using:
fewer than 665 degree-hours when the highest fermentation temperature is less than 33°C;
fewer than 555 degree-hours when the highest fermentation temperature is between 33° and 37°C; and
fewer than 500 degree-hours when the highest fermentation temperature is greater than 37°C.
This means that as the temperature increases, the amount of time that you have available to reach 5.3 or under is shorter. The warmer the temperature, the sharper the log growth phase of bacteria, which equates to more overshoot in lactic acid production, faster.
8. Examples of Degree-hours at constant room temperatures
Example 1:
Fermentation room temperature is a constant 26°C. It takes 55 hours for the pH to reach 5.3.
Degrees above 15.6°C: 26°C - 15.6°C = 10.4°C
Hours to reach pH of 5.3: 55
Degree-hours calculation: (10.4°C) x (55) = 572 degree-hours
The corresponding degree-hours limit (less than 33°C) is 665 degree-hours.
Conclusion: Example 1 meets the guideline because its degree-hours are less than the limit.
Example 2:
Fermentation room temperature is a constant 35°C. It takes 40 hours for the pH to reach 5.3.
Degrees above 15.6°C: 35°C - 15.6°C = 19.4°C
Hours to reach pH of 5.3: 40
Degree-hours calculation: (19.4°C) x (40) = 776 degree-hours
The corresponding degree-hours limit (between 33 and 37°C) is 555 degree-hours.
Conclusion: Example 2 does not meet the guideline because its degree-hours exceed the limit
9. Fermentation Done at Different Temperatures
When the fermentation takes place at various temperatures, each temperature step in the process is analyzed for the number of degree-hours it contributes. The degree-hours limit for the entire fermentation process is based on the highest temperature reached during fermentation.
Example 1:
It takes 35 hours for product to reach a pH of 5.3 or less. Fermentation room temperature is 24°C for the first 10 hours, 30°C for second 10 hours and 35°C for the final 15 hours.
Step 1
Degrees above 15.6°C: 24°C - 15.6°C = 8.4°C
Hours to reach pH of 5.3: 10
Degree-hours calculation: (8.4°C) x (10) = 84 degree-hours
Step 2
Degrees above 15.6°C: 30°C - 15.6°C = 14.4°C
Hours to reach pH of 5.3: 10
Degree-hours calculation: (14.4°C) x (10) = 144 degree-hours
Step 3
Degrees above 15.6°C: 35°C - 15.6°C = 19.4°C
Hours to reach pH of 5.3: 15
Degree-hours calculation: (19.4°C) x (15) = 291 degree-hours
Degree-hours calculation for the entire fermentation process = 84 + 144 + 291 = 519
The highest temperature reached = 35°C
The corresponding degree-hour limit = 555 (between 33°C and 37°C)Conclusion: Example 1 meets the guideline because its degree-hours are less than the limit.
10. Fermentation done at Different temperatures
Example 2:
It takes 38 hours for product to reach a pH of 5.3 or less. Fermentation room temperature is 24°C for the first 10 hours, 30°C for the second 10 hours and 37°C for the final 18 hours.
Step 1
Degrees above 15.6°C: 24°C - 15.6°C = 8.4°C
Hours to reach pH of 5.3: 10
Degree-hours calculation: (8.4°C) x (10) = 84 degree-hours
Step 2
Degrees above 15.6°C: 30°C - 15.6°C = 14.4°C
Hours to reach pH of 5.3: 10
Degree-hours calculation: (14.4°C) x (10) = 144 degree-hours
Step 3
Degrees above 15.6°C: 37°C - 15.6°C = 21.4°C
Hours to reach pH of 5.3: 18
Degree-hours calculation: (21.4°C) x (18) = 385.2 degree-hours
Degree-hours calculation for the entire fermentation process = 84 + 144 + 385.2 = 613.2
The highest temperature reached = 37°C
The corresponding degree-hour limit = 555 (between 33°C and 37°C)
Conclusion: Example 2 does not meet the guidelines because its degree-hours exceed the limit.
11. What happens if fermentation fails to hit critical limit?
What happens if the batch takes longer than degree-hours allows? For restaurant level production, it's always safer to discard the product. The toxin that Staph. Aureus produces is heat stable and cannot be cooked to deactivate. In large facilities that produce substantial batches, the operator must notify the CFIA of each case where degree-hours limits have been exceeded. Such lots must be held and samples of product submitted for microbiological laboratory examination after the drying period has been completed. Analyses should be done for Staphylococcus aureus and its enterotoxin, and for principal pathogens, such as E. coli O157:H7, Salmonella, and Clostridium botulinum and Listeria monocytogenes.
If the bacteriological evaluation proves that there are fewer than 104 Staphylococcus aureus per gram and that no enterotoxin or other pathogens are detected, then the product may be sold provided that it is labelled as requiring refrigeration.
In the case of a Staphylococcus aureus level higher than 104 per gram with no enterotoxin present the product may be used in the production of a cooked product but only if the heating process achieves full lethality applicable to the meat product.
In the case where Staphylococcus aureus enterotoxin is detected in the product the product must be destroyed.
12. E. coli and Salmonella Control in Fermented Sausages
Business' that manufacture fermented sausages are required to control for verotoxinogenic E. coli including E. coli O157:H7 and Salmonella when they make this type of product. This includes:
establishments which use beef as an ingredient in a dry or semi-dry fermented meat sausage;
establishments which store or handle uncooked beef on site;
Establishments which do not use beef and do not obtain meat ingredients from establishments which handle beef are not currently required to use one of the five options for the control of E. coli O157:H7 in dry/semi-dry fermented sausages.
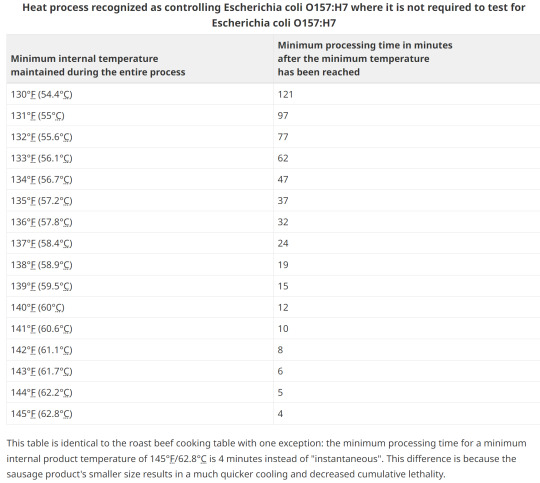
Any processed RTE product containing beef or processed in a facility that also processed beef, must be subjected to a heat treatment step to control E. coli O157:H7. Heating to an internal temperature of 71°C for 15 seconds or other treatment to achieve a 5D reduction is necessary. This is a CFIA requirement and is not negotiable.
Uncooked air dried products produced as RTE, must meet shelf stable requirements as detailed for Fermented-Dry products.
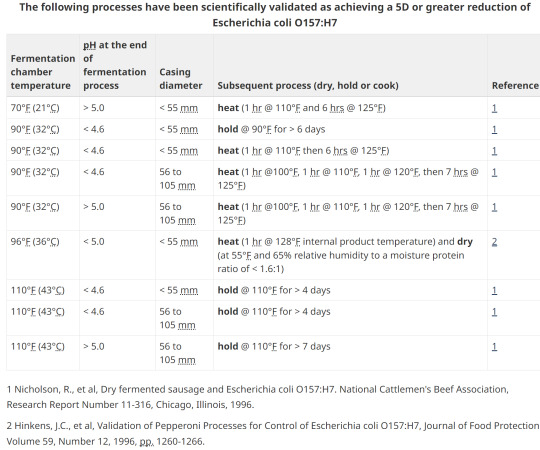
13. Options for E. coli validation
Without lab testing, the two main methods of validation are with heat treating by either low temp and a long duration, or various hotter processing temperatures for a shorter timeframe.
A challenge study to validate a process can take 1 year and over $100,000!
14. Option1; Heating
15. Option 2; pH, heating, holding, diameter
16. Safety and consistency
The aw and pH values are critical in the control of pathogens as well as to ensure shelf-stability in all semi-dry and dry fermented meat products. Each batch must be tested for aw and/or pH in order to verify that the critical limits are met.
Although aw measurement is mandatory only for shelf stable products, it is strongly recommended that the producer determine the aw values achieved for each product type they manufacture and for each product. Once this has been established, frequent regular checks should be made to ensure consistency. In the U.S., they rely on moisture to protein ratio and have set targets. This lab-tested value is a direct correlation of the % water to % meat protein and not aw. This gives more consistency to common names. For example, to legally call a product "jerky" it must have a MPR of 0.75:1 or lower.
Remember your ABCs:
Always be compliant.
-AND-
Documentation or it didn't happen.
(tags)
Charcuterie,Fermented Meat,Food Safety,Starter Culture,Chemical Acidification,Water Activity,Fermentation Process,Degree-Hours Method,Foodborne Pathogens,Meat Processing Guidelines,Chef WK Alberta Canada,Food Industry Standards,pH Critical Limits,Thermal Processing,Food Preservation,Food Microbiology,Sausage Fermentation,Charcuterie Expertise,Fermented Meats ,Food Safety Standards,Food Processing Guidelines,Starter Cultures,Chemical Acidification,Water Activity (a_w),Critical Limits,Degree-Hours Method,Foodborne Pathogens,Meat Processing Equipment,Processing Facility Requirements,Hazard Analysis and Critical Control Points (HACCP),Food Preservation Techniques,Temperature Control,Pathogen Reduction,Food Industry Compliance,Documentation Practices,Heat Treatment,pH Control,Food Stability,Consistency in Production,Microbial Testing,Real-time Monitoring,Process Validation,Regulatory Requirements,Verotoxigenic E. coli,Lethality Standards,Product Labelling,Spoilage Prevention,Enterotoxin Detection,Shelf-Stable Products,Moisture to Protein Ratio (MPR)
#Charcuterie#Fermented Meat#Food Safety#Starter Culture#Chemical Acidification#Water Activity#Fermentation Process#Degree-Hours#Meat Processing Guidelines#Thermal Processing#Food Preservation#Food Microbiology#Sausage Fermentation#Starter Cultures#Critical Limits#Meat Processing#Food Preservation Techniques#Temperature Control#Pathogen Reduction#Food Industry#Heat Treatment#pH Control#Food Stability#Microbial Testing#Real-time Monitoring#Process Validation#Spoilage Prevention#Enterotoxin Detection#Shelf-Stable Products#Moisture to Protein Ratio (MPR)
1 note
·
View note
Text



Why Heat Treatment?
Extends product life: Heat treatment can make products stronger and more durable, which means they need to be replaced less often. This reduces the environmental impact of manufacturing new products
Improves efficiency: Heat treatment can improve the efficiency of machines and engines, which can lead to lower energy consumption
Recycling: Heat treatment can be used to recycle some materials, such as steel, which reduces the need to extract virgin materials
0 notes
Text
Jiaxiao MTC specializes in the production of heat-treated steel strips. Relying on the advantages of Baosteel's high-quality hot-rolled raw materials, Jiaxiao MTC independently develops band saw production technology and opens a band saw factory cgoodsaws. This video was shot by jiaxiao MTC in the factory. This narrow carbon steel has a bandwidth of 10-20mm. Steel The model is CK67. After heat treatment, the hardness and toughness have been qualitatively improved. It is very suitable for cutting frozen bones and frozen meat. As you can see from the video, our saw blade is extremely sharp and can cut frozen bones and fish meat into two parts in an instant. Not only that, we also provide the following steel belts with different chemical compositions for you to choose from:
Heat Treated Steel Strip for Band Saw, Saw Blade, and Steel Strip for Stone Frame Saw Blade:
CK50, C67S, CK70, 68CrNiMo, C75Cr1, 75Ni8, SK4, SK5.
Main Applications:Woodwoeking saw, hand saw,marble row saw, diamond sawblade.
Heat Treated Bimetal Backing Steel Strip:
50CrNiMoVA, D6A, X32.
Main Applications:Bimetal band saw.
Heat Treated Steel Strip for Stainless Tools:
SUS420J2/J3/J4.
Main Applications:
Various kinds of cutting tools.
For more information, please visit: https:jiaxiaomtc.com
#saw blade#bandsaw#metalprocessing#hardened and tempered#jiaxiao mtc#heat treatment#carbon steel#cold rolled#steel manufacturer#steel strip#steel#wholesale#sales#saw 2004
1 note
·
View note
Note
me: okay, ironweiss is lookin kinda cute
also me: man, but ironyang is also pretty fire
also also me: wait, but freezeeburn is where it’s at
what do i do? ironfreezerburn? electric fridge? electric frydge? electryc fridge? quenched steel???
i think i called it heat treatment because that’s what you do with metal when you temper it by making it really hot then really cold; it’s also something you can do with injuries! but welcome to the club hehe ✨
#rwby#james ironwood#weiss schnee#yang xiao long#ironweiss#ironyang#freezerburn#heat treatment#ais.txt#answered#q
7 notes
·
View notes
Last Seen Blogs

missyfleming
No light

fluffymarshmallowcas
Remember Paradise

jeeaark
Hi

fuyuesu
men! kiss each other.

aldrine-joseph-25
Aldrine Joseph 25