
optimaweightech
Optima Weightech
Compared to other industries, the one industrial food packaging machine has the greatest diversity of machines. To keep food fresh and handy for use, food items are packaged in bags, cans, bottles, or boxes and filled with hot, cold, frozen, dry, particles, or merely liquids. They may also be vacuum sealed or given any number of other treatments.
In the majority of different companies, the packaging equipment selected has a big impact on the development and success of a product. Using the right packaging equipment, for instance, might result in constant production and higher profits for business owners.
You must make sure that your packaging process delivers a strong return on investment as a new business organisation. Choosing the right machinery for your needs is so crucial. However, you should be aware of the advantages listed below for your business before making an investment in the right packing machines:
46 posts
Don't wanna be here? Send us removal request.
Last Seen Blogs

alexandra-dra-dra-blog
Ⓐⓛⓔⓧⓐⓝⓓⓡⓐ
thefranklinproject-blog
The Franklin Project Book

irhinoceri
iridescent rhinoceri

lotsofwoofers
Woof

luanvan2s
Luận Văn 2S
Text
Revolutionizing Food Packaging With Flow Wrappers

The emergence of food flow wrappers has left its mark on the packaged food industry. The driving force behind the innovation and efficiency in a food factory has led to engineering marvels like the food flow wrap machine. From their humble beginnings to today's sophisticated designs, flow wrappers have become indispensable in the world of food packaging. Almost all bakery items like chocolate, muffins, nutbars, muesli bars etc, use flow wrappers for maximizing speed and efficiency. Apart from the food industry, non-food products like hardware use flow wrappers to ensure optimal efficiency.
The Introduction Of The Flow Wrappers
The roots of food flow wrappers can be traced back to the mid-20th century when the demand for efficient packaging solutions surged alongside the growth of the food manufacturing sector. As the technology evolved, so did the regulatory landscape. In the modern world, the use of food flow wrappers is suggested by regulatory bodies and widely adopted by factories for their incredible efficiency. These machines not only ensure fast packaging but also the safety of the consumers.
The benefits of flow wrappers are not limited to the food industry. Let us explore how flow wrappers have influenced the modern landscape:
Marketing And Brand Value Improvement: The implementation of food flow wrappers goes beyond the functional aspects of packaging. These machines work as a powerful marketing tool. Brands that invest in high-quality and well-designed packaging, signal to consumers a commitment to quality and innovation. The convenience and freshness ensured by flow wrappers contribute to a positive customer experience, enhancing brand loyalty. The aesthetic appeal of professionally packaged products also elevates a brand's visual identity on store shelves, contributing to greater visibility and recognition. In a competitive market, the use of advanced packaging technology can set a brand apart, making a lasting impression on consumers.
Use Cases In The Food Industry: The use cases of food flow wrappers in the food industry are diverse and expansive. Whether packaging individual snacks, baked goods, or fresh produce, flow wrappers offer a level of efficiency and consistency that traditional packaging methods often struggle to achieve. Their ability to handle a variety of product sizes and shapes makes them ideal for both small and large-scale production. Additionally, flow wrappers are integral in creating eye-catching and informative packaging. The transparent films commonly used with these machines allow consumers to see the product, fostering a connection between the item and the potential buyer. This visual appeal is crucial in a market where packaging often influences impulse buying decisions.
How To Find The Best Flow Wrap Machines?
For Australian food manufacturers seeking the best food flow wrapper solutions, it is crucial to partner with companies specializing in this technology. Contacting industry leaders who understand the unique requirements of the Australian market ensures you get access to tailored solutions for your factory. Having the best flow wrap machines enhances packaging efficiency and contributes to the overall success of your brand in the dynamic food industry landscape.
Some of the other “Packaging Machines”:
Linear Weighers
Multi Head Weighers
Vertical Form Fill Seal Packaging Machines
Pre-Made Bag Packaging Machines
Finishing thoughts on advanced packaging machines
Food flow wrappers represent a pivotal advancement in food packaging technology, driven by a desire for efficiency, safety, and sustainability. The importance of these wrappers extends beyond mere functionality. They serve as catalysts for marketing and brand value improvement. As the food industry continues to evolve, embracing cutting-edge packaging solutions is not just a choice but a necessity for brands aiming to stay competitive and resonate with consumers.
Source: https://optimaweightech.com.au/news/revolutionizing-food-packaging-with-flow-wrappers/
0 notes
Text
Enhancing Food Safety With Advanced Metal Detection Technology

In the intricate process of food production, maintaining optimum safety is mandatory. One of the critical elements ensuring this safety is the use of food metal detectors in food factories. Regulated by stringent guidelines, these detectors play a pivotal role in upholding the integrity of the food supply chain. Among the developments in newer food production technologies, metal detectors have proven to be a critical part of ensuring consumer safety. Understanding the need for such precision tools in the food production landscape empowers decision-makers to make better choices. Although there are many reasons one should invest in high-quality food metal detectors, let us explore the key points:
Maintaining Regulatory Compliance: In the ever-evolving landscape of food safety regulations, implementing metal detectors in food factories has become mandatory. In any part of the world, selling food products requires permits and approvals from the respective food safety bodies. Agencies such as the Food and Drug Administration (FDA) and the Australian Food Standards Code mandate the use of metal detectors in the packaged food industry. These detectors identify and eliminate potential contaminants in the form of metal fragments. These regulations are in place to safeguard consumers from accidental ingestion of harmful substances and to ensure the overall integrity of the food production process.
The First Line Of Defence: The importance of food metal detectors cannot be overstated. In the packaged food industry, these detection devices act as the first line of defence against foreign materials infiltrating the food supply. The consequences of failing to detect and remove metal contaminants can be severe. Problems of finding metal fragments may range from compromised consumer safety to costly recalls. These quality issues in production deal fatal damage to brand reputation. Food metal detectors are designed to identify even minuscule metal particles to prevent them from reaching the final product, safeguarding the consumer.
Finding The Right Tools
If you are a food manufacturer in Australia seeking the best food metal detector solutions, it is essential to partner with reputable companies that specialize in food safety technology. Reach out to industry leaders who understand the unique needs of the Australian market and can provide tailored solutions to ensure the safety and integrity of your food products. Investing in the right food metal detection technology is not just a regulatory necessity but a strategic move towards building a trusted and resilient brand. For additional information, browsing the manufacturer's website is a good place to start.
Some of other “Inspection Systems”:
Food X-Ray Inspection Systems
Checkweighers
In Conclusion
Food metal detectors are indispensable tools in the food industry that are mandated by regulations to uphold the highest standards of food safety. Apart from ensuring safety, using optimal production practices works wonders for creating a good brand image. Being reputed as a high-quality food producer ensures that customers trust the brand and keep coming back for more. You can find the best metal detector manufacturers online. Do your research and consult the professionals for a tailor-made solution for your food factory. As the food industry continues to evolve, staying ahead in terms of safety measures is paramount.
Source: https://optimaweightech.com.au/news/enhance-food-safety-with-advanced-metal-detection-technology/
0 notes
Text
Here’s how X-ray food inspection can help your factory
X-ray machines have been a revolutionary technology ever since they have been used to save lives in the medical field. The same X-ray technology can be used to help detect anomalies in a production line. The food industry has almost internationally adopted X-ray inspection due to its non-invasive nature, speed, and reliability. If you are wondering how a piece of medical tech finds its place in the food industry, let us dive deeper into the operating principle of a typical X-ray scanning machine:
The X-ray emitter: A source of radiation like a bulb produces the radiation in an X-ray inspection machine. The bulb is enclosed inside a protective cover to ensure the radiation does not leak out from the machine.
The conveyer belt: The inspection machine uses a conveyer belt to carry the food items through the radiation inside the machine. The conveyer belt of the X-ray machine can be used as part of the broader production line, ensuring an efficient flow of goods.
The x-ray detectors: On the opposite side of the conveyer belt from the bulb, is a detector that catches the radiations after they have passed through the item to be scanned. Different packaging materials, food items, and contaminants absorb radiation to different extents. The detector needs to be sensitive enough to catch the variations in the radiation.
Image processing: The data from the detector is then processed to find details about the scanned item. This data helps the machine to detect any foreign particles or defects in the product. The software can help convert the data into images for human interfaces.
A win-win situation
The operating principle of the food inspection machine is similar to the medical X-ray machine, but specifically tuned to find abnormalities in food items. These machines can help you maintain higher production quality while increasing the efficiency of the production line. These scanning machines are automated, speeding up the process of eliminating faulty products. Being a non-invasive method of scanning, it also reduces wasteful product testing practices. The combination of all these factors creates a win-win situation for the manufacturer.
Minimize wasteful practices
Traditional food testing occurs at the final stages of production. Detecting any contamination at such a stage leads to the loss of other raw materials, production time, and labor. Using automated detection systems at the early stages of production gives more accurate information about the contaminated raw material, saving both time and money. X-ray inspection machines have also been found to provide more accurate information about the finished product when compared to the traditional practice of manually testing the products.
In conclusion
A robust food safety system is a must for any food company for maintaining a coherent and consistent brand image. Using state-of-the-art systems for scanning the products helps the company adhere to stringent quality standards and eliminate any unwanted items reaching the customer’s plate. You can choose from the best x-ray inspection machines online in Australia and easily get help from experts to help you choose the ideal machine for your factory.
Source: https://packagingmachinesaustralia.blogspot.com/2023/08/heres-how-x-ray-food-inspection-can.html
0 notes
Text
The Essential Role Of Metal Detectors In A Modern Processed Food Factory

The packaged food industry has played a vital role in ensuring reliable access to food. Australia is a key player in the global processed food market accounting for a sizable chunk of the packaged dairy and meat industry. The scale of the food industry and the repercussions of a compromise in the quality of products can be fatal for any company looking to operate in this sector.
Ensuring food safety is not only a preference but a necessity in the packaged food industry. Contaminants like steel, aluminium, and other metals may make their way into the final product. Detecting the contamination in the finished goods is practically impossible for human eyes. To combat these quality control challenges, a factory must be equipped with state-of-the-art food processing metal detectors and scanners.
The processed meat market in Australia surpassed USD 5 billion in 2023 and is expected to grow annually at 3.29%. The global processed meat market stands at over USD 600 billion and is expected to grow further in the coming years. The use of metal detectors in the processed meat industry is essential to eliminate the chance of finding contaminating metals from blades, grinders, and packaging machinery.
The packaged food scene in Australia
When Australians are asked about their favourite foods from their childhood, you can often hear about vegemite spread and Tim tam chocolate biscuits. These fond memories prove the integral role of packaged and processed food in Australia. With the changing times, companies are now keeping the old traditions alive but adopting new production technologies. Automatic filling and packaging machines, scanners, and metal detectors are becoming a staple in every modern food factory floor.
Metal detectors: an absolute must for consistent quality
Customer satisfaction is the utmost priority for any company that wants to succeed in the long run. Complaints from customers regarding inconsistent quality or foreign particles in the food are a nightmare for the brand image of a food company. Food processing metal detectors are the first line of defense against such mishaps. Machinery wear & tear, packaging materials, and even raw materials may be the source of metallic impurities. These sources make it challenging for humans to detect the impurity and ultimately lead to an inferior final product.
Complying with food safety regulations
Governments around the world and in Australia have put in place stringent food safety standards for the safety of consumers. Food manufacturers need to comply with the laws to get safety clearances and food licenses. Apart from the regulations, any risk posed to the customer due to the consumption of the product makes the manufacturer liable for legal actions and remedial payments.
In conclusion
Metal detectors are an invaluable part of the food processing industry. Thanks to the best metal detector manufacturers in Australia, you can choose from world-class products right within the country. It is important to be clear and precise about your specific expectations and requirements before choosing the ideal machine. You can contact the manufacturers directly to help you pick the best match for your factory and get quotations online.
Source: https://packagingmachinesaustralia.blogspot.com/2023/08/the-essential-role-of-metal-detectors.html
0 notes
Text
What steps can you take to ensure optimum food safety: Let us explore!
Food safety is not something consumers have to worry about all the time: Thanks to the regulations put in place by governments. However, the story for food producers or packagers is different. Food manufacturing companies adhere to the most stringent food safety practices to ensure their product matches all safety standards and is safe for consumption. Using the right machinery for the job goes a long way in simplifying this critical process. With various industries around the world ramping up the use of professional-grade food testing machinery, early adopters will benefit the most.
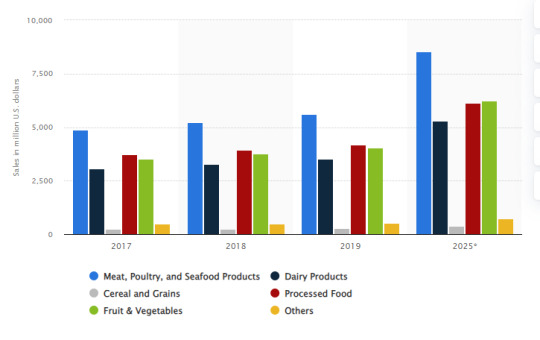
The global food safety testing market by category.
(Source: https://www.statista.com/statistics/1286148/global-food-safety-testing-market-by-food-type/)
Need for food safety standards:
Everyone agrees that we should have the right to obtain and consume nutritious and safe food. To ensure adequate safety standards, the adoption of testing machinery like X-ray scanners is becoming mainstream scenario. Especially in the meat, poultry and dairy segment, the demand of testing machinery is expected to skyrocket in the coming years according to Statista. The diseases and health risks of consuming expired or contaminated food can be severe and life-threatening. So it is a worldwide practice to maintain the utmost hygiene standards when producing food products. The packaged food industry is required to label the necessary information like manufacturing date and allergen information on the package so that the consumers can check for themselves whether the packaged product is safe to eat.
How to ensure optimum food safety?
The only way to make sure a food article is safe to eat is to get rid of contaminants. Depending upon the type of contamination, food may create different problems if consumed. Materials like low-quality plastic, broken tools, metal pieces or unwanted hazardous chemicals may cause physical mouth injury, obstruction in the digestive canal or poisoning. This is why it is wise to use high-quality packaging, labelling and inspection machines when building an assembly line for food products.
X-ray food inspection: The best in the market!
When your factory is producing hundreds or thousands of packaged goods per day, it is nearly impossible to check the contents of each package. The high output of a modern assembly line can easily overwhelm human eyes, so an automated solution is required. The X-ray for food inspection machines are belt-fed and can automatically scan through the produced goods without needing any physical human intervention. A supervisor may keep a watch on the scanned contents and take action if contaminants are detected in the final product.
What to look for in an X-ray food inspection machine?
The duties of an X-ray food inspector are straightforward. We can judge these machines on three factors: Speed, accuracy and reliability. In terms of speed look for a machine with 60 to 90 m / min of linear speed and a capacity of 25,000 grams. Dealing with food, pharmaceuticals or other similar goods requires the machine to be protected from food and pharmaceutical chemicals. An IP65 rating should be sufficient for protection against moisture, dust and other substances. Additionally, the best modern food inspection machines come enabled with a Windows operating system for a powerful yet convenient software framework.
In conclusion
X-ray inspection machines are not only part of the food industry but also an essential part of the cosmetics, pharmaceutical and chemical industries. Any manufacturer looking to provide reliable high-quality goods to its customers knows the value of inspecting final product output that reaches its customers. Paired with the best filling machines, this duo can skyrocket your production efficiency.Investing in a high-quality X-ray inspection machine is a no-brainer. You can find the best inspection machines online in Australia with a quick & easy Google search.
Source: https://packagingmachinesaustralia.blogspot.com/2023/07/what-steps-can-you-take-to-ensure.html
#skyrocket your production efficiency#X-ray for food inspection#food x ray inspection#x ray for food inspection#food x ray inspection equipment#packaging machines
0 notes
Text
Compression load cells: A simple yet effective design!
Are you looking for a load cell to maximize your production line’s efficiency? Load cells are ubiquitous in every factory or manufacturing plant. When you need to accurately measure the weight of a high number of products without compromising on the precision of the measurement, load cells are practically the only cost-effective solution in the market. You can find multiple varieties of load cells in the market and may get confused when choosing the right one.
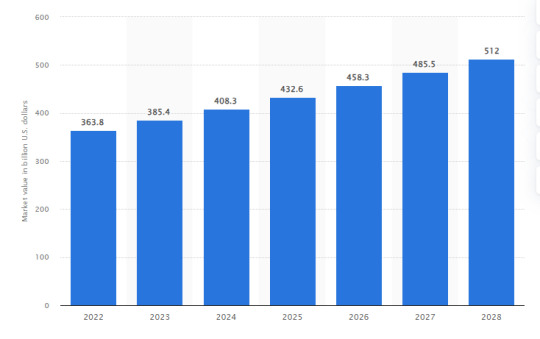
(Source: https://www.statista.com/statistics/876489/food-packaging-market-value-forecast-worldwide/)
The food packaging industry is on a trajectory of constant growth in the coming decade growing from USD 363 billion in 2022 to USD 512 billion in 2028. The global population and the growing middle class are considered to be the primary factor behind this growth. Companies looking for an early start should invest in high quality packaging machinery like load cells, X-ray scanners and filling machines.
The most commonly used types of load cells to consider for your production line:
Compression load cells: These load-measuring devices work on the compressing or squeezing effect of a load under gravity. Due to the nature of their operating principle, compression load cells need to be below the load that is to be measured. The load cell then senses the pressure exerted on itself by the load. This information is then converted to a digital reading which can be interpreted by the observer.
Single point load cells: Similar to any other load cell, single point load cells are used to measure the force exerted on them and convert it to a digitally accessible reading. What makes Single point load cells unique is their ability to accurately measure weight even when the load is positioned off-centre. Other traditional load cells require the load to be positioned at the centre to get precise readings, unlike the single-point type.
Tension load cells: Often called the S-type load cell, these are considered to be one of the most versatile load cells in the market. Used in a range of industrial applications, thanks to their adaptability to diverse weight measurement requirements. Tension load cells can be used either below the load or on top of the load depending on the requirements. This ability of the load cell makes it a bidirectional tool which can be used both for measuring the tension and compression load by changing the setup.
What makes compression load cells unique?
The simplicity of a compression load cell cannot be denied when looking at its build. Just like any other load cell, compression load cells are transducers. Most commonly a cylindrical body is used inside which strain gauges are attached. The cylindrical body deforms under the pressure exerted by a load. This deformity carries forward to the strain gauges. The change in the physical structure ultimately gives rise to a change in the voltage output of the strain gauge. This change in voltage is the electrical signal which is then converted to the associated load value for easy reading.
In conclusion
Compression load cells are the go-to solution in industries for highly reliable static load measurement needs. Their simple yet robust build quality means a long service life without any need for frequent repairs or maintenance. If you are looking for load cells in Australia, you can choose from reputed manufacturers with a long track record of producing high-quality and reliable industrial tools. You can find the best manufacturers online with a simple search query. You can contact the manufacturers and communicate your needs for complete assistance and the best value for your money.
Source: https://packagingmachinesaustralia.blogspot.com/2023/07/compression-load-cells-simple-yet.html
0 notes
Text
Compression Load Cell - An Accurate Measuring Equipment
youtube
Correct weight measurement is a vital factor in every industry. Taking measurements with exact reference during every process, from raw material processing to manufacturing, inspection and packaging, makes it simple to produce quality products. That's where compression load cells can play a crucial role in ensuring 100 percent accurate weight measurement. These types of load cells are getting popular in several industries due to their accuracy and reliability. This article will help you know how they work and the benefits of using a compression load cell. So, let's dive in.
What Do You Mean by a Compression Load Cell?
A compression load cell is a popular type of load cell that is widely used in various industries along with other load cells such as single-point, tension, beam, etc. As the name suggests, these load cells measure squashing or pushing forces, and they are generally installed under the component that you want to measure. However, remember that you can only measure the downward compression using a compression load cell. The internal workings of these cells can be based on ring-torsion, bending, column and shear measurements.
Understanding the Working Principle of Compression Load Cell
A compression load cell is actually a force transducer that transforms weight or force into electrical signals for measurement. The signal changes proportionally when the compression force on the cell increases. During the measurement, the cells work with strain gauges connected to the load cells’ body. Compression measurement is conducted accurately and is generally caused by changes that occur on the load cell when they are compressed.
Applications of A Compression Load Cell
These types of load cells are extremely useful in industries where accurate weight or load measurement is important. Such cells are quite common in checkweighers. They can accurately measure off-centre weight and also provide users with long-term stability.
Benefits of Using Compression Load Cells
· High-quality compression load cells are quite compact as well as less expensive compared to other load cells that use piezoelectric and gauges technology.
· Instead of limited pressure points, these cells can measure the compression force created across the entire ring's surface.
· Calibration is carried out within the load cell. Hence, while using the load cells, there is no need to calibrate the readout equipment. In fact, even switching between two readout methods won't require calibration.
· These load cells accurately transmit digital signals. They can easily withstand low to high loads.
· A compression load cell is used for different purposes. You can use it to measure load and compression, like forces and bolt load within constructions.
· A high-quality compression load cell meets the standard IP66 rating.
· Such cells support multiple readout methods to meet different requirements.
Closing Thoughts
A compression load cell can help simplify your measurement process and speed up your processing as well as output, lowering the total time spent to achieve the desired results. However, when investing in a compression load cell, ensure to partner with a reliable and experienced load cell supplier. Only a reputed supplier can provide quality products and help you enjoy accurate and faster measurements.
Source: https://packagingmachinesaustralia.blogspot.com/2023/05/compression-load-cell-accurate.html
0 notes
Text
Understanding the Applications and Benefits of Load Cells
It has become important for various industries to computerize and measure the mass or weight of products in order to enhance productivity and quality and lower cost. Now, manufacturers are using computerized data for aggregate calculations and faster inspection. The best load cells in Australia can accurately convert a force, such as compression, torque or pressure, into electrical outputs. Numerous industries can benefit from utilizing different types of load cells, like compression load cells, pin load cells, shear beams, tension, bending beams and more.
The Use of Modern Load Cells
youtube
Load cells are widely used in the geotechnical industry during the initial stage. Accurate geotechnical measurement helps in ensuring the maximum safety of the structures. Besides, load cells are also used to measure the load level on root support anchors, rock bolts, retaining walls, borehole extensometers and more.
Applications of Load Cells
Load cells are used for a wide range of applications, such as scales, cranes, platforms, tanks, vessels and more. They are also utilized in packaging and labelling. Most manufacturers are now integrating load cells with machines for packaging to accurately check batch, filling, and weigher and ensure the packaging machine works efficiently.
These tools are designed in such a way that they can function perfectly under harsh environments, as most of the load cells come with IP68 and IP69K protection levels. However, to enjoy maximum benefits, make sure to buy load cells that are certified for OIML requirements.
Benefits of Load Cells
Load cells benefit different industries due to their robust and rugged construction and ability to offer long-term and reliable stability. Let's look at the benefits of various types of load cells.
· Utilizing load cells can be very beneficial as these tools don't contain any fluids, and there is no risk of contamination if diaphragm interruption occurs.
· Single point load cells are less expensive and offer a precision of around 0.3 percent to 0.30 percent, making them an ideal digital weight measurement tool.
· Various industrial, automotive and aerospace applications utilize high-quality compression load cells to accurately measure the forces applied from different directions.
· Some industries can greatly benefit from column load cells. These load cells can work perfectly for rail weighbridges, truck scales, weighing scales and hopper weighing as they can operate in harsh environments.
· Double shear beam load cells are powerful force sensors that can significantly benefit the truck weighting module, bolt strength measurement machine, industrial scale, etc., and help measure weights and forces.
· Modern load cells can be used along with a flow wrap machine to ensure consistency in your product's weight.
· Load cells can be used to measure impact, compression, strain, pressure, liquid level, speed, rotation, impact, shock, deflection, etc.
Closing Thoughts
When it comes to carrying out accurate measurements, modern load cells can get the job done. However, it is crucial to choose a reliable load cell supplier who can provide you with the industry's best and most durable load cells. OPTIMA is a leading load cell supplier offering quality load cells that can meet all challenging measuring and testing requirements. Get in touch with them now!
Source: https://packagingmachinesaustralia.blogspot.com/2023/05/understanding-applications-and-benefits.html
0 notes
Video
youtube
OPTIMA Weightech is one of the leading Automatic Labelling Machine Suppliers in Australia. We offer a wide range of reliable, efficient, and cost-effective labelling machines that are designed to meet the specific needs of a variety of industries. Our machines are ideal for food, beverage, pharmaceutical, and retail applications. We have a wide range of manual, semi-automatic, and fully automated labelling equipment, each of which is designed to deliver superior performance, reliability, and cost-effectiveness. Check out the automatic labelling machine at https://optimaweightech.com.au/ProductGroup/Labelling-Machines
0 notes
Text
How does a food inspection X-Ray machine work?

Machines using x-ray for food inspection scan food products and detect any foreign objects or contaminants that may be inside. The X-rays pass through the food, creating a digital image that can be analysed by the machine's software to identify and flag any potential issues. The machine can also be programmed to automatically reject contaminated products, ensuring that only safe food items reach the consumer. The level of radiation used in these machines is typically low and safe for both the food and the operator.
Key Features of Food X-Ray Machines
A machine using x-ray for food inspection typically has the following features:
● High sensitivity to detect contaminants such as metal, stone, bone, glass, and plastic
● Ability to inspect packaged or bulk products
● Real-time inspection capabilities
● Ability to differentiate between food and foreign objects
● User-friendly interface with visualisation tools
● Customizable settings for different food products and packaging
● Compliance with food safety regulations and standards
● Robust design for industrial use
● Automatic reject mechanisms for contaminated products
● Data storage and reporting capabilities for quality control and traceability.
Use of Load Cell in Food X-ray Machine
Load cells are used in x-ray for food inspection to measure the weight of the food products being inspected. This information is then used to calculate the density of the food, which can be used to identify the presence of contaminants such as metal, bone, or plastic. It helps ensure that the x-ray machine is functioning correctly and that the results of the inspection are accurate.
Additionally, the load cell can be used to track the weight of the food products over time, providing information on trends and patterns that may indicate problems with the production process or the presence of contaminants. The load cell is an important component of a food x-ray machine, as it helps to ensure that the food products being inspected are safe for consumption. Hence, we recommend buying load cells in Australia from the best manufacturer of industrial machines out there.
Bottle Labelling Powered by X-Ray Machines
X-ray machines for drink packaging and bottle labelling work by using X-rays to inspect the contents of sealed containers, such as drink bottles or cans, for potential contaminants, foreign objects, or fill-level issues. The X-rays penetrate the container and produce an image of the contents that can be analyzed to identify any anomalies.
Here's how it works:
● The container is placed on a conveyor belt and moves through the X-ray machine.
● X-rays are emitted from a source and pass through the container and its contents.
● The X-rays that pass through the container are captured by a detector on the other side, which generates an image of the contents.
● The image is then analysed by the machine's software to identify any potential contaminants, foreign objects, or fill-level issues.
● If any anomalies are identified, the machine can reject the container or flag it for manual inspection.
This technology is commonly used in the food and beverage industry to ensure the safety and quality of packaged products before they reach consumers. Hence, it offers a high level of quality and security for your products.
If you’re looking for an exemplary machines for packaging, we recommend checking out Optima Weightech, a leading industrial machine manufacturer based in Australia. They offer the best machinery at competitive prices in Australia.
Source: https://packagingmachinesaustralia.blogspot.com/2023/02/how-does-food-inspection-x-ray-machine.html
0 notes
Text
How to Choose the Best Packaging Machine?

Labelling machines are automated systems used to package products, materials, and goods for storage, distribution, and sale. They help to improve the speed, accuracy, and efficiency of the packaging process, while reducing waste and manual labour. There are many different types of packaging machines, including horizontal flow wrappers, vertical form fill and seal machines, cartons, case packers, and shrink wrap machines. These machines can handle a wide range of products, from food and beverage products to pharmaceuticals and consumer goods. Let’s take a look at the elements for choosing packaging machines in Australia.
Elements to Consider While Choosing a Good Packaging Machine
Choosing the best packaging machine depends on several factors, including the type of product being packaged, production volume, and budget. Here are some key considerations when choosing a packaging machine:
● Product type and size: Determine the size and shape of the product being packaged and choose a machine that can accommodate it. For example, flow wrappers are often used for products that are small or flexible, while horizontal form fill and seal machines are often used for products with a regular shape.
● Production volume: Consider the number of products that need to be packaged per hour and choose a machine with a production rate that meets your needs.
● Package type: Consider the type of packaging material you will use and choose packaging machines in Australia that are compatible with it. For example, some machines are designed specifically for use with flow-wrap packaging material, while others are more versatile and can handle multiple types of packaging material.
● Budget: Determine the budget for the packaging machine and choose one that offers the best value for money. Consider factors such as machine price, maintenance costs, and energy efficiency.
● User-friendliness: Choose a machine that is easy to operate and maintain, with features such as a clear user interface, automatic error detection and correction, and easy maintenance access.
● Brand reputation and after-sales support: Consider the reputation of the manufacturer and the level of after-sales support they offer. Choose a machine from a reputable brand with a proven track record and a commitment to customer service.
By considering these factors, you can select the best packaging machine for your needs and ensure that you have a reliable and efficient production line.
Where to Buy the Best Machines?
The packaging process typically involves several stages, including product feeding, packaging material dispensing, product filling, sealing, labelling, and packaging output. Packaging machines can be designed for specific applications, such as wrapping products in flexible film, filling and sealing containers, or forming and filling cartons.
The use of labelling machines helps to improve the overall quality and consistency of the packaging process, while reducing manual labour, increasing productivity, and improving product safety and security. By automating the packaging process, manufacturers can reduce the risk of packaging errors, increase production efficiency, and improve product shelf life. Thus while buying the best packaging machine in Australia, we recommend checking out Optima Weightech. The company is one of the best ones out there and you can get a range of labelling machines from their extensive portfolio.
Source: https://packagingmachinesaustralia.blogspot.com/2023/02/how-to-choose-best-packaging-machine.html
0 notes
Text
The Most Common Application of Load Cells

When it comes to measuring weights, load cells are one of the most commonly used tools. From measuring small objects like needles to bigger ones such as drilling machines, the load cells prove to be beneficial. That is why there is a growing demand for load cells in Australia in diverse industries. Here are some of the common applications of load cells.
Let's take a look.
· Food Processing
One of the popular applications of load cells is in the food processing sector. It helps in effectively and accurately measuring the different ingredients. Moreover, it also finds use in properly distributing products during packaging.
Scales
When it is about the applications of load cells, scales are a very common application. The load cells are used in a variety of scales. It includes bathroom scales, kitchen scales, hopper scales, industrial scales, bench scales, conveyor scales, and more. In most of the cases, single point load cells are used.
Aerospace
The load cells find wide applications in the aerospace industry. It is used for several monitoring and testing applications. It includes refuelling load test applications, pre-flight fatigue testing, flight data recorder applications, and more. The load cells are also used at airports to weigh the luggage of the passengers.
Medical
Medical is yet another prominent industry in which load cells are widely used. They are usually used in hospital beds, infusion pumps, baby scales, exercise equipment, and patient hoists. The load cells are also used in exercise equipment and infant incubators. The hydraulics on the chairs, beds, and other medical appliances consists of the load cells. They also find applications in rehabilitation equipment and optical testing.
Onboard Weighing
Onboard weighing refers to the use of load cells to effectively monitor the weight in a vehicle. Some of the vehicles that require load cells are vans, motorsports, tipper trucks, agricultural machinery, and articulated lorries.
Building and Construction
Building and construction is yet another industry that uses load cells. It is mainly used for testing different building materials like beams. It helps in testing the building materials for structural strength and tension.
In addition to these, the load cells also find application in the oil and gas and agriculture industry.
Tips to Find the Right Load Cells
By now, you must have gained a comprehensive idea of the use cases of load cells. Here are a few tips for finding the right load cells.
Understand your application and capacity requirements
Take into consideration the environment in which the load cell will operate
Consider the ease of calibration, accuracy rate, and error ratings
Take note of the costs and your budget
Get the load cells from a reliable provider.
Conclusion
Load cells have become necessary equipment in several industries. Now that you know everything about the load cells, it is time to look for a genuine provider and purchase them. If you are looking for a top-rated manufacturer, Optima can be your ultimate destination. Apart from load cells, Optima can offer you x-ray for food inspection, packaging machines in Australia, and much more.
Source: https://packagingmachinesaustralia.blogspot.com/2023/01/the-most-common-application-of-load.html
0 notes
Text
Discover the Important Features of Packaging Machines
Packaging is one of the most important steps in the product development cycle. It not only helps in keeping the products safe but also offers them an appealing and attractive look. Traditionally, product packaging was done manually. It used to be quite time-consuming. Therefore, to overcome this issue, today, industries leverage different machines for packaging. In this blog, you will get to know the important features to keep in mind when purchasing your packaging machines.

Benefits of Using Packaging Machines
Before you dive into the features of the packaging machines, let's take a quick look at the benefits of using them.
· Increased Speed
No doubt, the most obvious benefit of using packaging machines is the increased speed. It enhances the speed and efficiency of packing different items. It enables you to easily achieve a greater production rate compared to manual packaging.
· Better Quality Packaging
When packaging is done manually by humans, the chances of errors are common. As a result, there may be damage to the products, or the uniformity of packaging might be missing. The use of packaging machines helps in overcoming all these problems and enhancing the quality of packaging. Ultimately, it allows you to easily make your products more presentable and attractive for the customers.
· Increased Employee Safety
Packaging is a tough task. It may require the use of heavy objects. While performing such tasks, the chances of injury are high. On the other hand, leveraging the automatic packaging and labelling machines can help in reducing employee injuries and ensure their safety.
Top Features of Packaging Machines
Now that you know the benefits of using packaging machines, it is time to know about their important features. Let's explore!
· Reliability
When purchasing a packaging machine for your business, reliability is a vital feature to consider. It is often taken lightly and overlooked. However, the lack of reliability can lead to inefficiencies and affect your overall production and planning process. Make sure to get a machine that is highly reliable. In other words, the machine must be able to produce high-quality and consistent outcomes every time.
· Flexibility
Flexibility is another important feature of packaging machines. Modern machines must be able to pack products of different sizes and shapes. Having a flexible machine can provide you with optimum benefits and ensure better cost savings.
· High Level of Automation
The higher the automation level of the packaging machines, the greater the accuracy. It can help in speeding up your production process. Moreover, it can also help you save a great deal of time and effort.
· Less Maintenance
Look for packaging machines that have low maintenance requirements. They must be easy to operate, maintain, and repair. Also, ensure that the cleaning process is simple and easy.
Conclusion
These are some of the essential features that packaging machines must have. Are you looking for the best-quality packaging machines or flow wrappers? If yes, Optima can be the right destination for you. Reach out to professional experts and get the right machines as per your needs.
Source: https://packagingmachinesaustralia.blogspot.com/2023/01/discover-important-features-of.html
0 notes
Text
Understanding Food X-Ray Inspection Systems

Food Inspection and Quality Control form a significant part of every food processing and manufacturing business. The authorities for food standards set strict guidelines for packaged food manufacturers which incorporate the principles of Hazard Analysis and Critical Control Points (HACCP). This makes the inspection of food at every stage of processing, a critical task to maintain high quality and regulatory compliance. With the advent of technology, many different methods have emerged like magnetic imaging, optical cameras, metal detectors, ultrasound, X-Ray, etc. One of the most prominent methods of food inspection is through Food X-Ray inspection systems. Let us discuss this in detail.
X-Ray Inspection Systems:
The X-Ray food inspection systems have shown tremendous results with enhanced detection and varied application on different kinds of products like Fresh Produce, Packaged Foods, Pharmaceuticals, etc. X-Ray for food inspection is safe, reliable, and easy to use.
Features:
1. Contaminant Detection: Contaminants that may have entered the product during its processing can be easily detected based on the standards set for the respective product.
2. Defects Detection: Screening of defects like packaging defects, deformities, or any cracks can be done based on Quality Control Protocols.
3. Dynamic Weighing: Level of completeness and fill levels can be done in packaged products
4. Detection of Specific Elements: The presence of necessary elements can be easily detected without the need to open packaged products.
Advantages:
1. Low Level of Radiation: Unlike any other technology that can be used for inspections, X-Rays can be controlled based on the type of products or category of food items which decreases the radiation levels and keeps the food items safe for consumption
2. Low Maintenance: The inspection system requires minimal maintenance since these systems can be easy to dissemble and require less supervision
3. Hassle-free: These systems make the process of Quality Control and Regulatory Compliance robust and seamless. They can be integrated with the manufacturing process of the products and become a part of the processing unit
4. Safe and Reliable: X-Ray food inspection has shown a high level of efficiency in the detection of contaminants and defects in food products which makes them safe for consumption and improves the overall reliability of the inspection systems
5. Easier Compliance: The inspection systems are in complete compliance with ISO-FDA, HAACP, and BRC standards having excellent safety systems
The use of Food X-Ray inspection systems is seen to improve the overall time taken for Quality maintenance and inspection. The sophisticated systems are a one-stop solution to ensure compliance with Food Safety Standards. With the Food Safety Standards being strictly enforced in Australia, the inspection system will ensure that the standards are met without fail.
Conclusion:
The Food X-ray Inspection system is a game changer helping in the early detection of hazardous elements, unwanted defects, and any specification for the respective product. The adoption of these systems will improve the quality of products being manufactured by removing defective products from the supply chain. This will reduce the cost of manufacturing and will improve the overall production process and enhance consumer confidence in packaged food products. Looking for food x-ray inspection systems or packaging machines in Australia? Optima can be your go-to solution.
Source: https://packagingmachinesaustralia.blogspot.com/2022/12/understanding-food-x-ray-inspection.html
0 notes
Text
Top Benefits of Leveraging the Automatic Labelling Systems

Is your business growing and getting better? Want to speed up your labelling process? In that case, you must consider using automatic labelling machines. Especially manufacturing companies require these machines to lower production costs and enhance their efficiency. However, buying automatic labelling machines is a significant investment. So, you would definitely want to know the benefits. Discover the top benefits of purchasing the machine.
Increased Speed
One of the very obvious benefits of using automatic labelling machines is the increase in speed of production. It helps in labelling the products much faster than the employees. However, that doesn't mean undercutting the workforce. Instead, the employees can be assigned other important tasks that require more human intervention. It ultimately enhances the growth and productivity of manufacturing companies.
Improves Safety
Want to create a safe work environment? In that case, leveraging automatic labelling machines can be an ideal option. With manual labelling, the chances of workplace injuries are higher. Working in the same position for long hours, force on muscles and joints, and exposure to cold temperatures are some factors that give rise to workplace injuries. By switching to modern automatic labelling machines, reducing injuries is possible.
More Accuracy
When it is about labelling the products, human errors are a problem. Misplacement or wrong orientation of the labels are quite common. Especially when there are a huge number of products to be labelled and less time, accuracy is an issue. To reduce the chances of errors, automatic labelling systems can be a great option. The system ensures that the labels are placed in just the right place and lowers wastage. The best thing is that the devices do not require a break and can work continuously to deliver flawless outcomes.
Easy Scaling
Scaling up is simple and easy with the automatic labelling systems. When there is a sudden increase in demand for the products, you need not worry about the labelling. As the machines allow fast labelling of the products, the production rate will not be affected, and you can label more products in less time.
Flexibility
Flexibility is yet another benefit of automatic labelling machines. They can easily accommodate a wide range of label sizes. It allows you to conveniently label different sizes and types of products. Moreover, it also offers better control over the labelling process.
Easy to Manage
Many companies avoid the use of automatic machines due to complex operations. However, the automatic labelling systems are quite easy to use and manage. Moreover, the machines have robust builds that allow them to function optimally for a longer duration.
Conclusion
Now that you know the benefits of using automatic labelling systems, it is time to get one for your business. However, getting it from a reputed and reliable company is important. Are you in search of a leading provider of labelling systems, flow wrappers, and other machines? If yes, Optima Weightech is just the perfect solution for all your needs. Connect with the experts today and get premium machines at affordable prices.
Source: https://packagingmachinesaustralia.blogspot.com/2022/12/top-benefits-of-leveraging-automatic.html
0 notes
Text
Explaining Common Misconceptions About X-Ray Food Inspection

Australia is known for its booming food processing sector. One of the major factors behind this is the emphasis on food diversity, quality, and safety. This calls for the need for stringent food inspection methods. Therefore, more and more companies are incorporating food x-ray inspection equipment.
But not everyone might readily accept the idea of using x-rays for food! When a layman hears the term x-ray, the immediate thoughts that come to mind are broken bones or harmful radiation. But thankfully, x-ray food inspection is safe when set guidelines are followed (similar to any other application). Read more about some common misconceptions about x-ray food inspection and their reality.
Myth#1 X-ray makes food radioactive.
Some people might mistake X-ray radiation for a radioactive source, although this is NOT TRUE! The rays will immediately stop when the x-ray system is turned off. Thus, you don't need to be concerned about radiation while your system is not in use. In addition, food doesn't absorb X-rays nor leave any residues. The product passing through the food x-ray inspection equipment is exposed to a very low-dose x-ray for less than a second.
Myth#2 X-ray destroys the nutritional content of the food.
Many of us are unaware that some nutrients are always destroyed during processing. While there is a chance that x-rays might cause vitamin loss, it is very minimal and comparable to losses while cooking, freezing, etc.
Myth#3 Foods treated with X-ray taste off/different.
You might be surprised to know that irradiated food can sometimes taste better than non-irradiated ones. It doesn't affect the original food taste and helps some food items remain fresh for longer, such as fruits and vegetables.
Myth#4 Using radiation in food can cause cancer.
Since we learnt in Myth#1 that food doesn't absorb x-rays, there is no chance eating it can cause cancer. Several studies have been conducted so far, and no link has been found between eating x-ray-inspected foods and cancer.
Myth#5 X-ray can detect only large foreign substances in the food.
Besides detecting large contaminants, it can even detect minor issues like glass splinters, sandstone, bones, lumps of salt, or even air bubbles and broken objects! Thus, you will be better able to detect anomalies and produce superior-quality products free of contaminants.
Myth#6 X-ray inspection equipment occupies an ample space.
While X-ray inspection devices need extra room, you can easily control their impact on the floor space. For instance, choose downscaled models to fit the size of the facility dealing with small-sized commodities like sauce packets, chocolate bars, etc.
Conclusion
There is no doubt that an x-ray has a lot of potential for food product inspection. Since it is a relatively new idea in the manufacturing sector, one might often encounter misconceptions. If you have further queries, do not hesitate to get in touch with Optima Weightech. They are Australia's top trusted manufacturer and supplier of industry-grade machinery. Their food x-ray inspection equipment is specially designed for a range of applications. These machines comply with ISO-FDA HAACP and BRC, having all the necessary safety systems, making them completely reliable and productive.
Source:https://packagingmachinesaustralia.blogspot.com/2022/11/explaining-common-misconceptions-about.html
0 notes
Text
Why are Check Weighers Important in Food Processing Industry?

Check weighers are an indispensable part of any food production line. From measuring the quantity of each ingredient to weighing the final packaged product, weighing is essential. By using a check weigher machine in Australia, food processors can adhere to production guidelines and lower the possibility of producing something with wrong specifications. This is because products that don't meet specifications might endanger consumer health and production money since they don't follow regulations. To better understand the top five reasons why check weighers are important in food manufacturing.
1. Helps maintain product quality
Product weight is one of the crucial factors examined during the quality control process. Yes, it is an essential aspect of quality control that can be measured accurately with a check weigher. Many check weighers also have integrated entry and exit conveyors, which makes it even simpler.
2. Boosts production line efficiency
Every business aims to boost productivity, and the food industry isn't any different. A check weigher machine in Australia streamlines ingredient and product weighing, ensuring a speedy and efficient production. It also helps cut waste and avoid mistakes across your plant by ensuring that the products weigh within the set limits. This reduces wastage expenses and boosts profit margins—a favourable combination for any food business!
3. It makes a good inspection tool.
Check weighers also serve as an inspection system. You can use them to verify the product's weight before or during an inspection. For example, you can see the deviated weight range if there are metal or other foreign substances. This means that check weighers can assist you in locating and getting rid of harmful contaminants that might enter your production line unknowingly. Hence, it lowers the chance of expensive product recalls and potential harm to customers.
4. Helps protect brand reputation
End users perceive accurate weighing as a sign of quality assurance and safety. That's right; no one would trust a brand whose products mention the wrong product weights! Such false information could even result in a loss of trust between the producer, the involved retailer, and the consumer. Thus, precise weighing not only influences customers' trust and repeated purchases but helps corporate stakeholders justify the quality & costs of their products.
5. Helps maintain compliance with law and regulations
As we know, Australia has stringent laws regarding food commodities. Thus, you don't want to risk your business and consumers by not remaining compliant with the rules & regulations. Whether local or imported, you must ensure every food product for quality and safety. For example, by using a check weigher, you can ensure that each product or ingredient follows the maximum allowable variation of packaged products.
Wrapping Up
Food companies can reap numerous advantages by including a check weigher in the production line. If you have also decided to get one installed, head to Optima Weightech. They are Australia's leading manufacturer, supplier, and trader of superior quality check weighers and other industrial equipment. With 26+ years of experience, all their machines and equipment guarantee the utmost accuracy and durability. Need a check weigher machine in Australia? Get in touch with them right away!
Source:https://packagingmachinesaustralia.blogspot.com/2022/11/why-are-check-weighers-important-in.html
0 notes