
metasila
Станки с ЧПУ и промышленное оборуд
Оборудование в Москве и промышленные станки с доставкой из Китая по низкой цене. Автоматические линии для производства саморезов, станки для изготовления скрепки, майнинговое оборудование для добычи криптовалюты.
16 posts
Don't wanna be here? Send us removal request.
Last Seen Blogs





Text
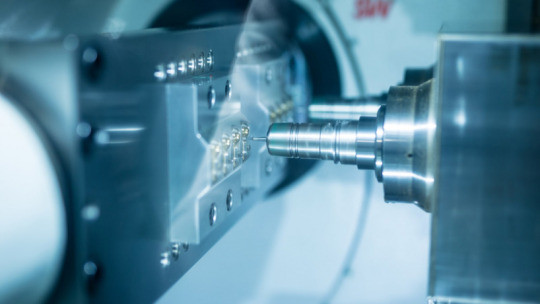
ИСТОРИЯ СТАНКОВ С ЧПУ
Независимо от того, работаете ли вы в электронной или медицинской промышленности, вы, вероятно, использовали станок с ЧПУ раньше или будете использовать его в будущем. Станки с ЧПУ - это специализированные инструменты, которые используют какое-то программное обеспечение или программу для резки материалов.

Тип материала, который может разрезать станок с ЧПУ, зависит от его конструкции. Некоторые из этих машин предназначены для резки дерева, а другие - для резки стали. Тип станка с ЧПУ, который лучше всего подходит для ваших целей, зависит от множества факторов, поэтому важно ознакомиться с тем, чем эти станки отличаются друг от друга. Вот шесть наиболее распространенных типов станков с ЧПУ и отраслей, в которых они наиболее часто используются.
Фрезерный станок с ЧПУ
Фрезерный станок с ЧПУ очень похож на портативные маршрутизаторы, используемые во многих отраслях промышленности. Но в отличие от ручного фрезерного станка, фрезерный станок с ЧПУ можно запрограммировать на вырезание определенных рисунков на предполагаемом материале. Типичный фрезерный станок с ЧПУ может резать пену, алюминий, сталь, композиты, пластик или дерево.
Станки с ЧПУ стали настолько популярными в обрабатывающей промышленности, что трудно представить себе производственное оборудование, которое не имело бы их под рукой для различных применений. Хотя современные станки с ЧПУ достаточно универсальны, чтобы делать практически все, что оператор может сформулировать при программировании, так было не всегда. Вначале автоматизированные и управляемые компьютером производственные процессы были противоречивыми, а машины были гораздо менее универсальными, чем современные конструкции. Прежде чем выбрать подходящие бывшие в употреблении станки с ЧПУ для ваших следующих инвестиций, уделите время тому, чтобы оценить ряд конструкций и функций, которые были частью истории устройства. Это может даже помочь вам определить, когда более старая модель по выгодной цене сможет сделать то, что вам нужно, что позволит вам сэкономить деньги на ваших следующих инвестициях в ЧПУ.
Разработка числового программного управления
Ключом к точным операциям удаления, выполняемым оборудованием с ЧПУ, является использование координат с числовым программным управлением в качестве указателей местоположения компьютером, управляющим процессом. В конце концов, это то, что означает ЧПУ, компьютеризированное числовое управление. Однако использование этих координат для предоставления инструкций автоматизированному процессу старше, чем использование компьютеров для управления мельницей. Операции с ЧПУ были разработаны ВВС в конце 1940-х годов, когда стали очевидны потребности вновь созданного филиала в постоянном производстве деталей. На заре обработки с числовым программным управлением была создана лента данных в виде штампа для ввода координат в станок, который считывал их в реальном времени по мере обработки ленты. Это была аналоговая система, а не цифровая, поэтому, хотя она была более точной, чем предыдущие методы производства. Станки с ЧПУ .
Транзистор все изменил
Системы ЧПУ распространились примерно за два десятилетия, обеспечивая все более сложные методы ввода и улучшающие точность механические решения для некоторых проблем проектирования ранних станков с ЧПУ. Прогресс было достаточно легко увидеть, но, как и во многих процессах пересмотра, прогресс временами замедлялся. После изобретения транзистора, когда компьютеры стали более компактными, а предприятиям стало проще инвестировать в компьютеризированное оборудование, использование компьютерных средств управления вместо ручной подачи координат стало гораздо более управляемым. Компаниям, желающим компьютеризовать процесс ЧПУ, больше не нужен был для этого выделенный мэйнфрейм размером с комнату. Вот почему в 1960-х и 70-х годах в проектировании и разработке ЧПУ произошел такой бум.

Точно так же, как транзистор позволил компьютерам пройти мимо перфокарт и лент в эпоху жестких дисков, гибких дисков и твердотельных накопителей, он позволил свести компьютеризированное числовое управление к единому электронному блоку, подключенному к станку с ЧПУ, который мог быть напрямую программируется пользователем. История станков с ЧПУ действительно началась с первой эры устройств, которые сохраняли программы во внутренней памяти и принимали новые, вводимые пользователем, потому что они также позволяли вносить изменения в программные процессы на лету, облегчая набор новых процессов. во время настройки линии.
Оттуда были разработаны модели различных размеров и с опциями, которые включают онлайн-сеть для удаленного управления и оперативного мониторинга, а также внешние порты данных, позволяющие пользователям загружать программы с других машин через стандартные цифровые носители. Это было начало индустрии ЧПУ, как она существует сегодня.
Фрезерные станки и фрезерные станки с ЧПУ сегодня
Ранние модели с ЧПУ имели средства управления перемещением по одной или д��ум осям, как и их предшественники с ЧПУ. Промышленности потребовалось время для разработки трех, затем четырех и, наконец, пятиосевых механизмов управления, которые позволили бы производить все детали в одном устройстве. В результате многие операции, которые вначале основывались на процессах ЧПУ, должны были полагаться на серию станков для полной обработки детали, при этом каждая операция способствовала резанию по паре осей. Пятиосевое управление по большей части устраняет необходимость в такой системе, поэтому многие покупатели бывших в употреблении станков с ЧПУ по-прежнему ищут устройства последних моделей. Современные устройства также часто имеют сетевые опции в качестве стандартных функций, что упрощает использование программного обеспечения ЧПУ на вашем ноутбуке или рабочей станции для установки и настройки программ. Для небольших магазинов, независимых ремесленников и домохозяек.
Что день грядущий нам готовит?
Разработка инструментов аддитивного производства для домовладельцев открыла множество возможностей, и трудно думать о будущем станков с ЧПУ и субтрактивных инструментов автоматизированного производства, не задумываясь о том, как 3D-печать и другие мелкомасштабные процессы экструзии повлияли на отрасль. Есть ли будущее у устройств, обеспечивающих полный спектр производственных технологий, позволяющих пользователям печатать на 3D-принтере и делать надрезы, используя один и тот же инструмент? Или каждая технология будет продолжать развиваться независимо, но взаимодополняющими способами, открывая все больше и больше возможностей для работы мелких производителей? Остается только догадываться, как будет выглядеть следующий прорыв, но с ростом популярности миниатюрных сборок с ЧПУ, вполне вероятно, что это будет то, что будет полезно как для профессионалов, так и для любителей.
0 notes
Text
Краткое руководство по улучшению вашего бизнеса с ЧПУ
Я рекомендую вам прочитать эту статью и найти идеи, которые вы можете применить в своем бизнесе или хобби с ЧПУ.
Обработка с ЧПУ как технология цифрового производства по-прежнему пользуется большим спросом. Он предлагает впечатляющий арсенал материалов и приемлемые сроки выполнения работ для небольших производственных партий. По сравнению с ЧПУ прототипы, напечатанные на 3D-принтере, немного обычны с точки зрения отделки деталей, точности и прочности.
Поскольку в большинстве городов есть несколько поставщиков услуг ЧПУ, обслуживающих широкий круг клиентов, как вы можете выделиться?
План успеха
Технология числового управления существует уже давно. Самая ранняя версия была изобретена Жозефом Мари Жаккардом и использовалась для механически компьютеризированных ткацких станков еще в начале 20 века.
Несколько совместных проектов MIT в 1950-х годах способствовали коммерциализации станков с ЧПУ в том виде, в каком мы их знаем сегодня. Крупнейшие современные поставщики производственных услуг имеют в своем распоряжении все новейшие технологии, от возможностей полной 5-осевой обработки до токарной обработки с ЧПУ и сложных цветов и текстурных покрытий.
Итак, как сервисное агентство с ЧПУ, вы находитесь в зрелой сфере с жесткой конкуренцией. Давайте посмотрим, как можно улучшить операции в динамичной бизнес-среде.
1. Специализи��уйтесь
Создавая производственную компанию, возникает соблазн попытаться доставить все для всех. Однако для обеспечения бесперебойной работы вашей организации именно этой философии следует избегать. Вы также не хотите сосредотачиваться на одной области специализации, потому что спрос может быть изменчивым и непредсказуемым, плюс это приведет к потере узнаваемости бренда.
Вместо этого используйте область, представляющую особый интерес, например определенную отрасль или технологию, которая поможет вашей компании выделиться. Затем убедитесь, что у вас есть квалифицированные работники и необходимое оборудование для выполнения дополнительных задач в периферийных областях.
Чтобы избежать ловушки на все руки, обратите внимание на следующие области знаний:
Транспорт - нестандартные детали для автомобилей, велосипедов, самолетов.
Бытовая электроника - корпуса, крышки телефонов, печатные платы, радиаторы, разъемы, прецизионные ЧПУ для полупроводников.
Здравоохранение - индивидуальные протезы и ортезы, стерилизуемые инструменты, имплантаты, детали оборудования.
Спорт - индивидуальное оборудование, защитное снаряжение
Маркетинг - нестандартные вывески , товары, витрины в магазинах, бизнес-подарки, офисные инструменты.
Энергетика - клапаны, детали насосов, трубопроводы, буровые коронки, противовыбросовые превенторы, шестерни.
Государственные контракты
2. Осваивайте новые технологии ЧПУ
Если это может привести к конкурентному преимуществу, подумайте о модернизации с помощью передовых технологий. 4- или 5-осевой станок добавляет уровень геометрической сложности, что открывает множество новых приложений.
Электроэрозионные станки (EDM) используют искровую эрозию вместо механических резцов, что предотвращает нагрузки на заготовку для высокоточных компонентов и более глубоких деталей.
Лучше использовать водоструйный резак вместо лазера для получения более чистых результатов и высокой точности.
Добавьте варианты отделки, такие как анодирование, порошковое покрытие, тампонная печать или дробеструйная обработка. Или сделайте проект обновления, модифицируя старое механическое оборудование, чтобы иметь функции ЧПУ, например, токарные или вертикальные фрезерные станки.
3. Тщательный поиск работы
Общая цель производственного цеха - минимизировать время простоя. Чтобы достичь оптимальной загрузки оборудования, важно распределить новые проекты по следующим категориям, прежде чем принимать их:
Бегуны - Текущие детали, которые могут позволить машине работать в течение 35 недель в году или более, в отдельной специализированной производственной ячейке.
Повторители - Типы проектов, которые появляются на регулярной основе.
Незнакомцы - необычные проекты, которые не совсем соответствуют основным операциям с точки зрения требуемых навыков и оборудования.
Хорошо иметь бегунов, но на практике это случается нечасто, и лучше сосредоточиться на репитерах для стабильной входящей работы. Число незнакомцев должно быть минимальным, и их следует принимать только в том случае, если они преследуют особую цель или не соответствуют целям роста компании.
4. Принять политику бережливого производства.
Идея бережливого производства зародилась в Toyota и вскоре была принята другими миллиардными корпорациями. И хотя разнообразие небольших мастерских затрудняет реализацию полноценных методологических рамок для запуска крупных сборочных линий, существует некоторая дублирующая мудрость.
По своей сути бережливые операции направлены на устранение ненужного и обеспечение постепенного повышения эффективности. Поэтому выделяйте несколько дней в году, чтобы проанализировать, как продукт проходит через производственные объекты, и повторно изучить рабочие процессы, которые приводят к возникновению узких мест.
Цель состоит в том, чтобы создать небольшое количество потоков процессов и упростить их, чтобы компания работала как река.
5. Оптимизировать параметры чпу

На микроуровне операций обязательно оптимизируйте все настройки машины в соответствии с вашей целью. В области ЧПУ речь идет главным образом о том, чтобы найти золотую середину между подачей и скоростью: скорость головки инструмента по заготовке в зависимости от скорости вращения шпинделя.
Их необходимо довести до совершенства для каждого материала, чтобы добиться максимальной чистоты поверхности, скорости обработки или стойкости инструмента. Цель должна заключаться в том, чтобы подавать материал нужной толщины в каждую режущую кромку по мере ее движения по заготовке, чтобы образовалась стружка, а не пыль.
В терминах ЧПУ это называется загрузкой стружки. Именно такие фундаментальные параметры позволяют значительно повысить эффективность при правильной настройке.
6. Тщательное составление бюджета
Производство по запросу сопровождается расходами по запросу; нет необходимости и неразумно инвестировать в новые технологии, если они не могут служить структурным целям компании с самого начала.
Сначала установите бесперебойную работу и стабильный денежный поток. Сделайте большие инвестиции в необходимые инструменты, убедитесь, что есть запасное оборудование для резервирования, и только после этого стремитесь к расширению и внедрению инноваций. Подумайте о том, чтобы изготовить собственные насадки и другие запасные части.
В эту эпоху цифровой трансформации на сцену выходят совершенно новые системы, такие как цифровые считывающие устройства (DRO) для дополнительной точности и датчики для обнаружения неисправностей подачи оси или шарико-винтовой передачи. Датчики с искусственным интеллектом добавляют возможность подключения к машинному парку, чтобы оптимизировать эффективность и безопасность работников.
В так называемой Индустрии 4.0 машины научатся самостоятельно диагностировать и планировать профилактическое обслуживание, подкрепленное накоплением данных, которые можно использовать для дальнейшего обнаружения узких мест и повышения эффективности. Тем не менее, крайне важно критически анализировать ценность каждой инвестиции, используя передовые технологии только тогда, когда они имеют решающее значение для создания конкурентного преимущества.
Также позаботьтесь о том, чтобы сопоставить преимущества расположения в центре города, пригорода или промышленного объекта с недостатками. Рассмотрите творческие альтернативы, такие как превращение гаражного бокса или заброшенного производственного цеха в ваш рабочий пол. Помимо работы по контракту, ищите внешние финансовые ресурсы, такие как правительственные гранты на НИОКР или краудфандинг, и выбирайте, что лучше всего подходит для вашей компании : частный или венчурный .
7. Создайте фирменный стиль.
Там, где производственные операции традиционно были более или менее невидимыми механизмами общества, теперь они становятся все более и более процветающей его частью. В современных мегаполисах процветают производственные лаборатории и дома по изготовлению прототипов, и благодаря им любой желающий может стать предпринимателем.
И с такой видимостью возникает необходимость в социальной репутации и имидже бренда. Подумайте о ценностях вашей целевой аудитории и направлении, в котором вы хотите вести компанию, и подумайте, как вы можете лучше всего вписаться в местный бизнес-ландшафт.
Найти художника-графика, который также хорошо разбирается в веб-дизайне, должно быть относительно легко. Простого веб-сайта с социальной сетью, разделом блога или каналом YouTube может быть достаточно, чтобы привлечь внимание. Используйте юмор и творческий подход, чтобы поднять настроение. Совершите виртуальный тур по цеху с видео или интерактивным 3D-сканированием на таких платформах, как Sketchfab.
Подумайте о добавлении руководства по проектированию с учетом обрабатываемости для потенциальных клиентов с указаниями для таких программ, как Rhinoceros и плагин Grasshopper , поскольку это категорически уменьшит количество ошибок проектирования и файлов. А когда вы будете достаточно уверены в себе, чтобы учить своему ремеслу, на семинарах и веб-семинарах с ЧПУ будет больше энтузиастов, чем вы могли себе представить.
8. Продать собственный продукт
Как компания, вы хотите сохранить основной фокус, сохраняя при этом несколько вариантов диверсификации в случае изменяющегося спроса. Один из способов - использовать свое производственное мастерство, изобретая собственную линейку продуктов.
Проведите небольшое исследование, чтобы выяснить, есть ли потребность или потребность в товарах на местном уровне, или можно ли найти компании-клиенты, готовые сменить поставщиков. Обработка с ЧПУ хорошо подходит для оптовых цен, учитывая, что цены могут быть снижены на 90% при количестве деталей в сотню, что делает коммутатор еще более привлекательным. Товары могут быть чем угодно, от медицинских товаров до запчастей для спортивных велосипедов или индивидуального домашнего декора. А ваш талант в веб-дизайне сможет создать доступный интернет-магазин.
Предоставляя вашим продуктам преимущество над конкурентами, помните о пяти принципах маркетинга. Вы можете предложить лучшую цену, более качественный продукт, добиться большего успеха в продвижении и связях с общественностью, предложить упрощенную логистику и привлечь клиентов благодаря их способности продумывать процесс проектирования или потому, что они хорошо понимают надежность услуг. Вы предоставляете.
Продукция компании имеет большой потенциал стать вышеупомянутыми «бегунами». Когда дела действительно начнут развиваться, подумайте об использовании мощности собственного оборудования с ЧПУ для создания литьевых форм для деталей, количество которых превышает 1000. Накопив достаточный опыт, вы можете добавить в свой портфель услугу литья под давлением .
9. Поддерживайте отношения
Более важным, чем создание хороших деталей, является наличие хороших процессов для изготовления этих деталей. Еще более важны отношения, которые порождают новые проекты.
Найдите связи среди друзей и в существующей деловой сети. Посетите торговые ярмарки, чтобы узнать, кому ваши услуги могут дать преимущество при соблюдении требуемых темпов производственного цикла.
Начните не с того, что может предложить технология ЧПУ, а с того, что ваше производственное предприятие может значить для вашей клиентской сети. Создайте план роста, основанный на этих отношениях, и установите четкие вехи и шаги к достижению как краткосрочных, так и долгосрочных целей.
Поддерживайте активность своих контактов, отправляя обновления информационных бюллетеней, чтобы попытаться расширить существующие или завершенные контракты. Подумайте о том, какие еще компоненты можно включить в производственный конвейер, оставаясь при этом достаточно гибкими, чтобы при необходимости сместить основное внимание.
Внутри компании привлекайте персонал к принятию решений, требующих более высокой ответственности, таких как перепланировка и ремонт магазинов. Если вы прислушаетесь к их мнению и советам, их лояльность к компании возрастет. Счастливые сотрудники необходимы для здоровой компании; Американские предприятия ежегодно теряют до 550 миллиардов долларов из-за увольнения работников.
Предложите варианты обучения обслуживанию, чтобы подготовить как производственный цех, так и сотрудников к будущим разработкам. Обучите операторов станков специалистам со специальными навыками, такими как программное обеспечение для проектирования CAM, G-Code и Fusion 360. Мотивируйте их выполнять специальные побочные проекты, чтобы улучшить свои навыки, например, участвовать в соревнованиях по дизайну и изготовлению.
10. Не переусердствуйте
Не стоит слишком оптимистично относиться к достижению целей. Будут и неудачи, и успехи, и важно продолжать учиться на обоих, чтобы создать среду непрерывного совершенствования.
Точно так же ваши сотрудники - это люди, чья жизнь выходит за рамки их работы. Они не всегда смогут работать сверхурочно или работать в сжатые сроки. Важно предложить им возможности для создания команды и способы взаимодействия как людей, чтобы вы могли развивать отношения между своими сотрудниками, а не сосредотачиваться исключительно на результатах их работы.
Ставить все свои надежды на технологии и полную автоматизацию - тоже несбыточная мечта. Доступ к последним инновациям в области ЧПУ - это фантастика, но более важно иметь оптимизированную операцию и разумное развитие оттуда в поэтапный процесс, при котором сложность остается управляемой. Вместо того, чтобы сосредотачиваться на футуристической высокотехнологичной мечте, сосредоточьтесь на глобальной цели компании, не слишком разветвляясь.
Найдите то, что лучше всего подходит для вас
В этом посте обобщены основные рекомендации по улучшению вашего малого и среднего производственного процесса с ЧПУ. Однако это только сырые ингредиенты, а остальное зависит от вас. Хотя тщательное планирование является ключевым, то, что лучше всего работает для вашей организации, может зависеть от уникальных факторов, поэтому для поиска оптимальной настройки для вашей компании может потребоваться некоторое экспериментирование и тестирование.
0 notes
Text
Методы программирования ЧПУ для плазменной и лазерной резки
При программировании станка для резки с ЧПУ (числовым программным управлением) существует множество факторов, которые влияют на способ резки и качество готовой детали. В этой статье вы узнаете, как правильно программировать, понимая методы и условия программирования. Это включает в себя понимание ваших машин, поддерживающих планки, программирование стратегических вкладок и пробивки / захода в условиях.
Опорные планки.

При программировании необходимо учитывать множество факторов и препятствий. Если неправильно запрограммировать или не учитывать препятствия, вы не только сделаете неисправные детали, но и повредите свою машину. Одна ошибка может привести к соскабливанию всего листа или к ремонту машины. При программировании отдельной детали на листе вы должны сначала подумать, где на вашем листе вы будете сжигать деталь. На большинстве машин есть планки, которые охватывают стол. Эти планки используются для удержания листа и позволяют источнику резки пробивать материал и рассеиваться вокруг планки или в зазоре между планками. Рейки необходимо будет заменить, потому что на них будет накапливаться шлак в результате интенсивного использования или резки, которые происходят в той же области. Итак, выбирая, где на листе вы будете сжигать деталь, вам нужно будет учитывать, где находятся планки и как далеко они расположены друг от друга. Причина в том, что чаевые. Если деталь большая, о позиции беспокоиться не о чем. Причина в том, что деталь будет правильно опираться на планки со всех сторон. Однако, если детали маленькие, ваш необработанный лист поддерживается, но после того, как небольшая часть вырезана, она может провалиться. Он может не только провалиться, но и опрокинуться, а когда режущая головка пройдет мимо, она может столкнуться и нанести серьезный ущерб. Чтобы избежать этого, вы можете вырезать деталь в таком положении или ориентации, которая должным образом поддерживает деталь на одной или, предпочтительно, двух планках, или используйте выступы. Причина в том, что деталь будет правильно опираться на планки со всех сторон. Однако, если детали маленькие, ваш необработанный лист поддерживается, но после того, как небольшая часть вырезана, она может провалиться. Он может не только провалиться, но и опрокинуться, а когда режущая головка пройдет мимо, она может столкнуться и нанести серьезный ущерб. Чтобы избежать этого, вы можете вырезать деталь в таком положении или ориентации, которая должным образом поддерживает деталь на одной или, предпочтительно, двух планках, или используйте выступы. Причина в том, что деталь будет правильно поддерживаться со всех сторон планками. Однако, если детали маленькие, ваш необработанный лист поддерживается, но после того, как небольшая часть вырезана, она может провалиться. Он может не только провалиться, но и опрокинуться, а когда режущая головка пройдет мимо, она может столкнуться и нанести серьезный ущерб. Чтобы избежать этого, вы можете вырезать деталь в таком положении или ориентации, которая должным образом поддерживает деталь на одной или, предпочтительно, двух планках, или используйте выступы.
Табуляция.
Выступы, также называемые микровыступами, используются для крепления детали к листу маленькими металлическими пальцами. Вы можете добиться этого двумя способами. Обрезая по периметру детали, вы можете остановить резку на любом расстоянии раньше, чтобы оставить цельный выступ. Например, если я вырезал отверстие диаметром один дюйм из стали 0,125 дюйма, я бы запрограммировал деталь так, чтобы она остановилась примерно на 0,020 дюйма до завершения отверстия диаметром один дюйм. Это позволяет материалу толщиной 0,020 дюйма заполнить одно-дюймовое отверстие. Этого достаточно, чтобы выдержать вес. Однако, если вырезанный элемент становится больше или тяжелее из-за размера или толщины материала, язычок должен быть толще, чтобы выдержать дополнительный вес. Убедитесь, что сделали табуляцию соответственно. Если язычок будет слишком тонким, деталь вылезет из-за подачи воздуха, подаваемого режущей машиной. Если он будет слишком тяжелым, вы не сможете выломать деталь. Другой способ создать вкладку - это повторный вход. Это происходит, когда вы при резке останавливаете скольжение реза на желаемом расстоянии от выступов и продолжаете резку. Это наименее желательный способ создания выступа, потому что он требует еще одного прокола, потому что вы поднимаете и опускаете, что требует прокола, чтобы снова начать резание. Однако в большинстве случаев при вытаскивании деталей вам придется надевать на детали два выступа, чтобы они не опрокидывались. Таким образом, вы используете обе тактики для достижения надлежащей поддержки части. Вкладки звучат как хороший способ всегда держать деталь в безопасности. Однако табуляция с надбавкой имеет свои недостатки, и ее следует использовать только в случае необходимости. Причина в окалине и остатках табака. Когда вы закончили прожиг детали с выступами, вы должны освободить ее. Вот почему вы не хотите делать язычок слишком толстым, иначе вам придется использовать молоток, чтобы выломать их. Когда вы выломаете его, на необработанном листе и детали останется небольшая часть выступа. Когда вы проведете пальцем по краю детали, на месте выступа будет выступ. Вам нужно будет отпилить его или отшлифовать вместе с шлаком. При работе с тяжелыми мелкими деталями потребуются толстые выступы. Таким образом, вы, скорее всего, будете шлифовать, а шлифование никому не доставляет удовольствия. Чтобы бороться с этим, вы можете использовать правильное размещение деталей и пропустить выступы или использовать стратегические вкладки и уменьшить количество выступов или их толщину. Уловка, чтобы получить чистые готовые детали, заключается в том, чтобы закрыть выступ, если деталь может безопасно опираться на планки при вырезании. Перекладка - это когда вы программируете отрезок так, чтобы он продолжал резать дальше своего конечного пункта назначения на несколько тысячных долей дюйма.
Пирсинг и вводы.
При вырезании детали вы должны сначала запрограммировать прожиг и ввод. Пробой проникает в необработанный лист, что затем позволяет лучу начать резку по желаемой траектории. Пробивка - это более высокая интенсивность, которая пытается проникнуть в металл. Это требует изменения условий, поскольку лист становится все тоньше и тоньше. Это приведет к образованию отверстия большего размера, чем фактическая ширина режущего луча. Кроме того, при прожиге расплавленный материал будет разбрызгиваться и вызывать образование окалины. Из-за этого вы должны убедиться, что ваш пирсинг находится на правильной стороне края (охватываемая часть или охватывающая часть) и достаточно далеко от вашего края, где вы будете резать. Вы не можете проткнуть край и начать резать. У вас будет трещина в вашей части от места прокола, потому что прокол толще, чем режущий луч. Итак, если пирсинг находится на обрезанной кромке, это оставит ямку. Таким образом, вам нужен ввод. Подвод - это путь, по которому режущий луч проходит от пробивки до края желаемого пропила. Это позволяет делать прожиг вдали от края и плавно переходить от прожига к желаемой траектории резки. Подводки бывают всех типов и стилей. Например, у вас может быть прямой ввод, при котором ввод перпендикулярен пропилу. Еще один вид и мой любимый - крючок. Он начинается перпендикулярно, но затем следует заданному радиусу, который затем постепенно переходит к режущей кромке, как экспоненциальная кривая, приближающаяся к оси на графике. По моему опыту, это наиболее практичный вариант и лучший результат по сравнению со всеми другими типами вводных инструкций, которые вы можете запрограммировать. Однако с практикой и дальновидностью вам придется определить, какой тип лучше всего подходит для каждого приложения. Вам нужно не только определить, какой тип вводного кабеля использовать, но также необходимо определить длину вводного участка. Например, если вы обжигаете сталь толщиной 0,250 дюйма, ваш пирсинг будет большим из-за того, что ваша машина пытается проткнуть весь этот материал. Итак, ваш ввод должен быть далеко. Как правило, и в зависимости от вашей машины, я предпочитаю держать свинец не менее толщины материала для более тяжелых матери��лов и не менее 0,062 дюйма для более тонких материалов. Это будет зависеть от типа материала и машины, поэтому обязательно используйте то, что лучше всего подходит для вашей установки. Вам нужно беспокоиться не только о характеристиках пирсинга, но и о его местонахождении. Проще говоря, если вам нужна мужская часть, вы ставите 250-дюймовая сталь, ваш пирсинг будет большим из-за того, что ваша машина пытается проткнуть весь этот материал. Итак, ваш ввод должен быть далеко. Как правило, и в зависимости от вашей машины, я предпочитаю держать свинец не менее толщины материала для более тяжелых материалов и не менее 0,062 дюйма для более тонких материалов. Это будет зависеть от типа материала и машины, поэтому обязательно используйте то, что лучше всего подходит для вашей установки. Вам нужно беспокоиться не только о характеристиках пирсинга, но и о его местонахождении. Проще говоря, если вам нужна мужская часть, вы ставите 250-дюймовая сталь, ваш пирсинг будет большим из-за того, что ваша машина пытается проткнуть весь этот материал. Итак, ваш ввод должен быть далеко. Как правило, и в зависимости от вашей машины, я предпочитаю держать свинец не менее толщины материала для более тяжелых материалов и не менее 0,062 дюйма для более тонких материалов. Это будет зависеть от типа материала и машины, поэтому обязательно используйте то, что лучше всего подходит для вашей установки. Вам нужно беспокоиться не только о характеристиках пирсинга, но и о его местонахождении. Проще говоря, если вам нужна мужская часть, вы ставите 062 ”для более тонкого материала. Это будет зависеть от типа материала и машины, поэтому обязательно используйте то, что лучше всего подходит для вашей установки. Вам нужно беспокоиться не только о характеристиках пирсинга, но и о его местонахождении. Проще говоря, если вам нужна мужская часть, вы ставите 062 ”для более тонкого материала. Это будет
зависеть от типа материала и машины, поэтому обязательно используйте то, что лучше всего подходит для вашей установки. Вам нужно беспокоиться не только о характеристиках пирсинга, но и о его местонахождении. Проще говоря, если вам нужна мужская часть, вы ставитепирсинг на женской стороне, и если вы хотите женскую часть, вы должны положить его на мужскую сторону. Таким образом, у вас не останется дыры и шлака на желаемой части. Кроме того, при размещении поводка рекомендуется размещать его так, чтобы он не лежал прямо над планкой и по возможности вел по прямому пропилу. Это предотвращает накопление шлака на планках от прожига и способствует лучшему резанию при окончании пропила по прямой траектории.
Заключение.
При программировании вашего станка для резки с ЧПУ существует множество факторов, влияющих на изготовление качественных деталей. Важным фактором здесь являются ваши навыки программирования. Не существует установленной процедуры того, что делать в любых обстоятельствах, и в большинстве случаев требуется предусмотрительность и опыт. Вам нужно будет знать, когда делать выступы, какой тип вводов использовать и как / где протыкать лист. Прочитав эту статью, вы получите представление о том, как эффективно программировать и преодолевать препятствия, с которыми вы можете столкнуться при программировании сложных частей. Навыки приходят с практикой, и благодаря практике вы сможете усовершенствовать свое мастерство и сможете производить качественные детали и предотвращать появление дорогостоящих ошибок.
0 notes
Text



Bitmain Antminer S17 Pro 53Th в наличии
0 notes
Text
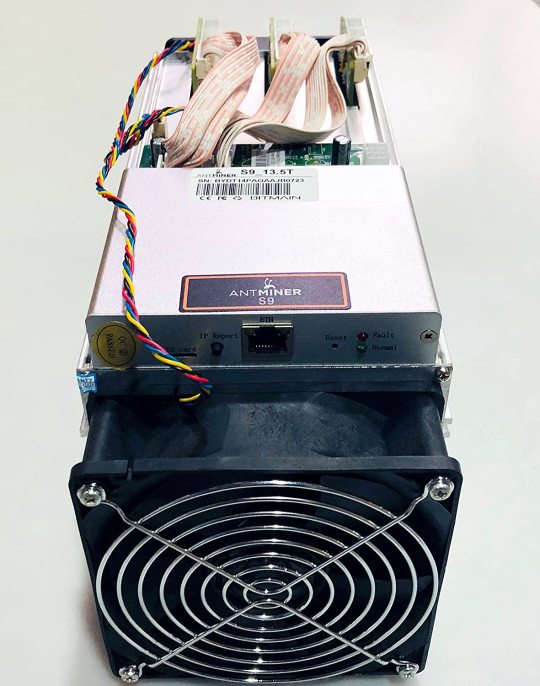


Antminer S9 Bitcoin Miner бу купить в Москве
2 notes
·
View notes
Text

Экскаватор-погрузчик на колесах продажа в Москве
1 note
·
View note
Text

Машина для экструзии и ламинирования материалов технические параметры
1 note
·
View note


Text



1 note
·
View note
Text

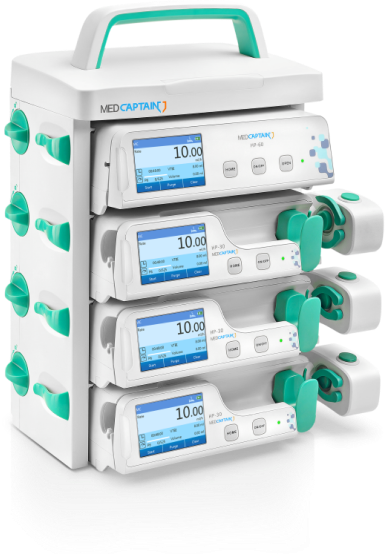

Инфузионная рабочая станция для МРТ и переливания крови
0 notes
Text

Запчасти для АЗС привезли клиенту в Москву
0 notes









